 Skip to content
Skip to content 
Curious how yesterday’s office paper becomes premium toilet tissue? This guide follows the full conversion process — from mills sourcing and sorting recycled feedstock, to removing inks and contaminants, then transforming sanitized pulp into final rolls. It also highlights bleaching choices, energy‑efficient drying, and precision converting — all critical for meeting hygiene benchmarks, cutting environmental impact, and ensuring consistent quality for eco‑focused buyers in competitive markets.
From Blue Bin to Your Bathroom
Turning recycled paper into hygienic, market-ready toilet tissue is a multi-stage operation requiring precise control and strategic oversight. For procurement managers, knowing each step helps gauge supplier capacity, cost efficiency, and environmental impact. Strong process management safeguards quality at scale, protects margins, and ensures compliance with growing sustainability demands across retail, hospitality, and commercial supply chains.
Collection and Sorting of Recycled Paper
Production begins with sourcing post-consumer paper and cardboard from municipal recycling streams. This feedstock often arrives mixed, so mills deploy manual and automated sorting to remove plastics, metals, and other contaminants. Poor sorting drives downtime and defects—procurement teams should confirm suppliers work with dependable recycling networks before committing to volume contracts. Once cleaned, material is compacted and sent to tissue mills equipped for recycled fiber input; proximity to collection hubs directly impacts inbound logistics costs and delivery schedules.
Pulping, Cleaning, and De-inking Process
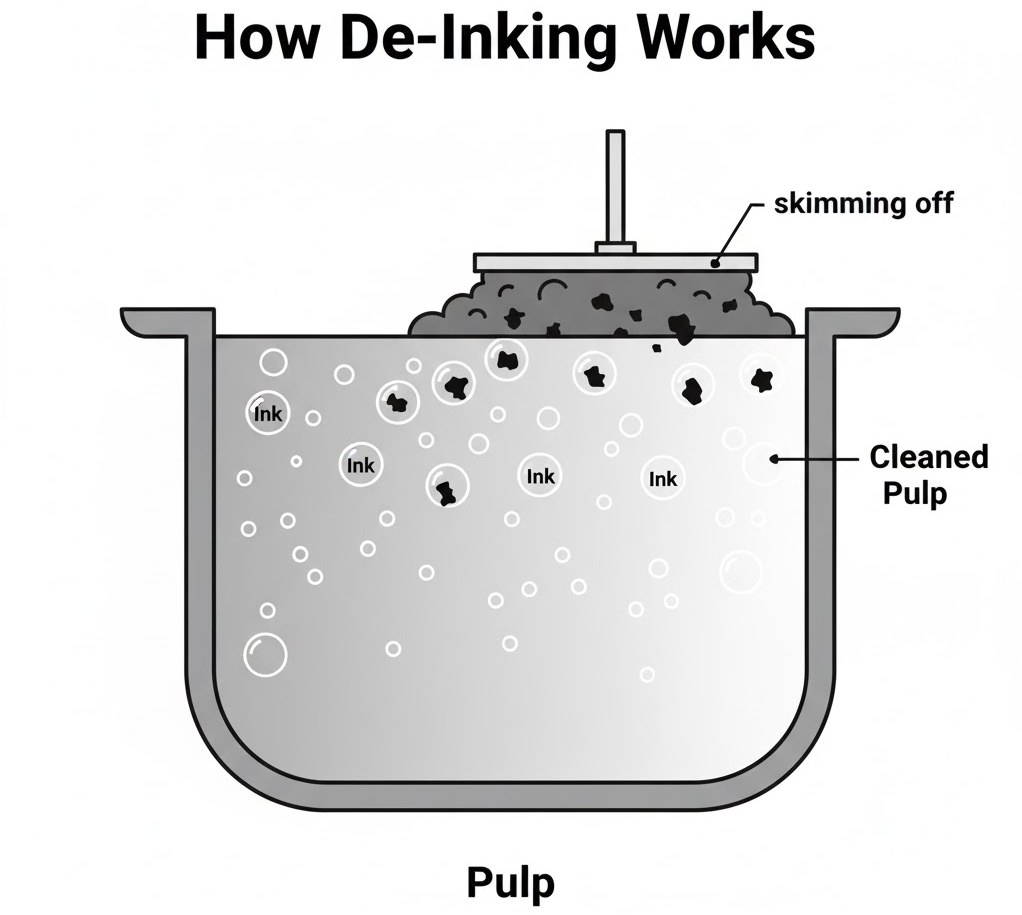
Sorted paper is shredded and pulped in warm water, with air bubbles and mechanical agitation freeing fibers from adhesives and fillers. The slurry passes through centrifuges and fine screens to extract inks, dyes, and debris that compromise appearance and softness. For sanitary-grade tissue, mills apply oxygen-based or peroxide bleaching to meet whiteness and hygiene benchmarks. Buyers should verify that bleaching methods meet target market regulations and align with eco-label claims, as these factors influence retail acceptance and positioning.
Sheet Formation, Drying, and Roll Conversion
Bleached pulp is diluted and spread over large mesh screens, allowing water to drain and form a tissue web dried with heated air or steel rollers. Energy efficiency here is a primary cost lever—modern dryer systems can deliver sharper pricing. The dried tissue winds onto parent rolls, then undergoes embossing, perforation, and layering for multi-ply strength before being cut to final sizes. Automated finishing lines apply cores, wraps, and packaging; consistent speed and precision reduce waste and improve on-time delivery.
Key B2B Considerations in Recycled Toilet Paper Manufacturing
Securing uniform-quality recycled inputs stabilizes output and maintains product consistency. Fiber or contamination variation changes absorbency and softness, risking disputes. Drying stages drive energy use, impacting both cost and carbon footprint—buyers with sustainability goals should prioritize mills using energy recovery or renewable power. Hygiene compliance depends on robust de-inking and bleaching systems, so suppliers must prove certification against relevant standards. Moving parent rolls and packaged goods demands efficient logistics; vendors with strong freight partnerships keep storage and transit losses low, ensuring dependable supply in competitive B2B markets.

Step 1: The De-Inking Process (Creating the Pulp)
For B2B buyers evaluating recycled toilet paper production, mastering the pulp creation and de-inking phase is essential. These early steps determine product consistency, hygiene, and environmental compliance, and can directly affect supply reliability, operating costs, and positioning in eco-conscious markets.
Sorting and Preparing Recycled Paper
Secure a reliable supply of post-consumer office paper and cardboard for uniform fiber quality. Your supplier must implement strict sorting to remove plastics, metals, and other contaminants early—this ensures consistent pulp texture, directly impacting softness and absorption in the final rolls. Poor sorting introduces impurities that compromise hygiene and delay production. Assess the supplier’s screening and batching systems; advanced sorting tech reduces rejections and safeguards product specifications.
Pulping and De-Inking Process
In industrial pulpers, recycled paper is blended with warm water to form a slurry. Mechanical breakdown is followed by de-inking, where air bubbles lift inks and dyes to the surface for removal. Verify flotation efficiency—this impacts both appearance and hygiene. Subsequent washing, sometimes with soap, removes stubborn residues, while centrifuges and fine screens eliminate heavier particles like sand and splinters. Confirm each cleaning stage to meet sanitation standards and avert end-user complaints.
Bleaching and Quality Enhancement
Post de-inking, bleaching may be needed to achieve market-acceptable color. Favor oxygen-based or peroxide agents to minimize chemical impact while sanitizing pulp to meet hospitality and healthcare regulations. Evaluate the influence of bleaching choices on sustainability metrics. Uniform pulp color across batches signals effective handling of mixed recycled inputs—preventing brand damage from uneven product presentation.
B2B Considerations in Pulp and De-Inking
Robust de-inking systems elevate pulp quality and reduce reprocessing costs. Monitor supplier performance via batch test reports to protect quality and control expenses. Confirm bleaching agents and wastewater management practices—missteps can threaten environmental certifications. Ensure they process mixed-source paper competently; weak technology produces hygiene inconsistencies, leading to negative reviews and reputational risks.
Step 2: Is Recycled Toilet Paper Sanitary? (The Cleaning & Sanitizing Process
At this stage, the recycling process moves from breaking paper down to ensuring pulp is safe, clean, and consistent. For B2B buyers, the chosen methods directly influence product quality, compliance, and sustainability metrics. Tight process control prevents contaminants from reaching the end product, supports certification targets, and protects brand credibility.
Initial Pulp Cleaning
After collection and sorting, recycled paper is pulped in large vats with warm water to loosen fibers and release contaminants. This pre-cleaning phase removes inks, dyes, and residues that impact final color and texture. Flotation methods lift ink particles into foam for skimming, preventing redeposition. Procurement managers should treat this as an early quality gate—poor ink removal drives up downstream bleaching costs and lead times.
Fine Cleaning and Decontamination
Following coarse cleaning, fine-mechanical processes such as centrifugation strip out heavier impurities like sand, grit, and splintered fibers. Multiple washing cycles remove trace inks and dyes, building fiber uniformity and reducing defects in finished products. Enforcing tight controls here limits rework, preserves tensile strength, and cuts chemical consumption in bleaching—protecting margins and sustainability KPIs.
Sanitizing and Bleaching the Pulp
To achieve hygiene and brightness with minimal environmental impact, leading manufacturers use oxygen-based agents like hydrogen peroxide rather than chlorine. These treatments remove lignin and contaminants while increasing brightness. Precision in chemical dosing and exposure time preserves fiber integrity and meets eco-targets. Choosing peroxide bleaching can secure eco-labels and strengthen marketing to sustainability-focused buyers without sacrificing product performance.
B2B Considerations in the Cleaning Process
Buyers should verify that suppliers use biodegradable cleaning and bleaching agents to meet internal standards and regulatory demands. Process checks must confirm each batch is pathogen-free and contaminant-free, supporting certifications such as ISO or FSC. Waste outputs—ink foam and sludge—should be managed with full compliance, backed by verifiable documentation. Clear, traceable cleaning protocols not only satisfy audits but also build supply chain trust, making it easier to demonstrate product integrity to retailers and end users.
Create Your Custom Toilet Paper Brand with Confidence
Top Source Hygiene delivers 30 years of expertise in OEM/ODM manufacturing, offering tailored toilet paper solutions with premium materials, advanced quality control, and worldwide shipping. Customize every detail to fit your market needs and elevate your brand’s value.

Step 3: Pressing, Drying, and Rolling
In recycled toilet paper manufacturing, this stage transitions pulp into a stable, market-ready format. For B2B buyers, these operations directly drive softness, strength, cost control, and sustainability performance. Tight control over pressing, drying, and rolling delivers consistent quality, optimizes production efficiency, and influences unit pricing while ensuring brands meet eco-label requirements.
Pressing: Removing Excess Moisture
After pulping and de-inking, wet pulp is spread on a mesh or flat surface to drain water, establishing its strength profile. It then moves through heavy rollers with felts, compressing the sheet and extracting more moisture while defining firmness and smoothness. Effective pressing reduces downstream energy use, lowers operating costs, and produces a stronger tissue texture that aligns with bulk buyer and private label quality objectives.
Drying: Energy Use and Sustainability Impact
Industrial dryers expose pressed sheets to high-temperature air, often from natural gas systems, driving rapid moisture removal. This step consumes substantial energy and increases carbon footprint. Buyers should assess suppliers’ dryer technologies and energy strategies—such as heat recovery or renewable power integration—to meet environmental targets without slowing throughput or inflating costs.
Rolling and Converting: From Parent Rolls to Consumer Products
Fully dried sheets, or parent rolls, can span up to 75 km of paper and are wound into large cylinders before conversion. High-speed lines unwind, emboss, combine plies, and cut sheets to retail dimensions. Embossing enhances softness and tensile strength, while ply combinations define product tiers like 2-ply or 3-ply. Rolls are glued for structural integrity and packaged for shipment. Well-calibrated automation ensures consistent cuts and embossing across high volumes, enabling reliable scaling for broad distribution or large institutional contracts.
Key Operational Considerations for B2B Buyers
Moisture removal efficiency drives drying costs and shapes environmental impact, while pressing and drying capacity influence durability, speed, and lead times. Embossing and ply strategies strengthen market positioning through product differentiation. Precision in conversion safeguards uniformity and supports high-volume scalability. Buyers should verify waste minimization and emissions control systems to align with sustainable procurement standards and regulatory compliance in environmentally strict markets.
Pro Tip: Is Recycled Toilet Paper Bleached (and Why It’s Not Always Brown)?
Color variation in recycled toilet paper is determined by how thoroughly the pulp is cleaned and whitened during production. For procurement managers, knowing these specifics lets you control sustainability claims, meet eco-label standards, and shape market perception. Color impacts both brand positioning and end-user trust—making it a strategic choice, not a cosmetic one.
The Role of De-inking and Bleaching in Color Removal
Recycled toilet paper starts with mixed-source pulp—often office paper, newsprint, and cardboard—which produces a naturally gray or off-white base from residual inks and lignin. Manufacturers run the fiber through systems like flotation and washing to remove pigments and contaminants, then brighten and sanitize it with oxygen-based or chlorine-free agents such as hydrogen peroxide. For sectors like hospitality and corporate facilities, bright paper consistently reads as cleaner and more hygienic to end users. This process is the answer to why is recycled toilet paper white – it’s cleaned and whitened to meet our expectations of cleanliness, usually with gentle, chlorine-free agents.
Why Some Recycled Toilet Paper Remains Brown
Some producers limit bleaching to retain a natural brown tone that communicates minimal processing and reduced chemical use. In eco-focused retail or hospitality, that visual signal reinforces an environmental commitment and helps with certifications tracking chemical inputs. Conversely, most commercial buyers opt for white finishes to align with expectations of softness and cleanliness. Match the color choice to your audience’s priorities to ensure it strengthens your brand rather than being mistaken for inferior quality.
Implications for B2B Buyers and Sourcing Managers
Understanding de-inking and bleaching methods lets you align specs with certification goals such as chlorine-free or ECF compliance, while also shaping your marketing narrative. Whitening agents influence environmental impact and brand trust, so weigh their use against sustainability targets. In practice, request full disclosure on processing chemicals, obtain samples in both finishes, evaluate them against user expectations, and decide which best supports your value proposition without adding supply chain cost.
The Final Choice: Recycled Toilet Paper vs. Virgin Pulp
For procurement managers and sustainability leads, the advantage of recycled toilet paper rests on knowing its production flow and pinpointing where environmental and cost efficiencies can be unlocked. From raw material intake to finished rolls, each stage presents operational risks and opportunities—making supplier capability a decisive factor in hitting sustainability and market targets.
Sustainable Processing of Recycled Materials
Production begins with a controlled intake of post-consumer paper and cardboard, collected and sorted to eliminate contaminants. Variations in feedstock can compromise softness and hygiene, so experienced mills enforce strict sorting before pulping. In pulping, vats mix waste with warm water to separate fibers, while inks and dyes are extracted via washing and air flotation. Chlorine-free bleaching options such as oxygen or peroxide maintain brightness while minimizing toxicity. Centrifugation and chemical cleaning ensure pulp meets safety and performance requirements without sacrificing ecological goals.
From Pulp to Paper: Energy and Emissions Considerations
The pulp is diluted and distributed across mesh conveyors for water removal prior to pressing and drying. Heated rollers and industrial dryers drive the most energy consumption and highest carbon output, so efficient mastering of this stage is essential for buyers focused on lifecycle impact. Embossing and stamping adjust softness and strength, creating a texture aligned with user expectations before the material is wound into large parent rolls. Technical or operational inefficiencies here directly affect costs and product consistency.
Final Roll Production and Packaging
Parent rolls are cut to width, perforated, and wound onto cores with precise glue application to prevent loosening during transport. Mechanical conversion requires tight tolerances to avoid waste and maintain uniformity. Packaging—often paper wrap and bulk cartons—should maximize transport efficiency with minimal material use, ideally using recycled or FSC-certified sources. While most production steps reduce virgin fiber dependence, drying energy remains a critical challenge that demands supplier-led innovation.
Key Sustainability Challenges and Buyer Considerations
Consistent input quality is essential for meeting hygiene and softness targets, so review supplier sorting and contamination controls as part of due diligence. Energy use and emissions from drying require ongoing efficiency investments; engage producers with verifiable reduction programs to align with corporate sustainability goals. Additionally, assess chemical choices, packaging standards, and logistics strategies to ensure recycled paper supports both ESG commitments and operational performance.
FAQs on Recycled TP Manufacturing
These answers address core concerns from buyers in retail, hospitality, and facility supply. The focus is on sanitation, environmental impact, and manufacturing practices so procurement teams can make timely, risk‑aware decisions.
Is Recycled Toilet Paper Sanitary?
Recycled toilet paper undergoes multiple cleaning and de‑inking stages to remove contaminants and restore fiber purity. Mills operate under strict hygiene protocols and recognized international standards, ensuring sanitation is on par with virgin pulp tissue. Procurement teams should request certifications such as ISO 9001 or FDA compliance to confirm consistent safety performance across batches.
How is Ink Removed from Recycled Paper?
Ink removal typically combines washing and flotation, using agents that separate ink from fibers. Advanced systems leave minimal residue, producing clean pulp suitable for high‑grade tissue. When assessing suppliers, request de‑inking process details—efficient setups can enhance brightness without excessive chemical use, reducing costs and environmental impact.
Is Recycled Toilet Paper Whitened with Bleach?
Most modern mills avoid chlorine‑based bleaching, using oxygen or hydrogen peroxide to brighten fibers. These methods maintain product appearance while improving environmental performance. Buyers should confirm whitening processes to meet eco‑label standards and align with corporate sustainability commitments.
Does Making Recycled Toilet Paper Use a Lot of Water?
Production generally consumes less water than virgin pulp manufacturing since it begins with processed fibers. Many facilities recirculate and treat water to cut usage further. Verify water recycling systems when vetting suppliers—they reduce environmental footprint and support compliance with regional standards.
Is Recycled Toilet Paper Really Better for the Environment?
Using recycled fibers slows deforestation and diverts waste from landfills while conserving energy and water compared to virgin pulp. For organizations committed to circular economy goals, specifying recycled toilet paper in tenders extends fiber life cycles and demonstrates measurable environmental performance.
Strategic Insights for Sustainable Sourcing
Producing recycled toilet paper demands tight control over material quality, cleaning efficiency, and energy use to optimize both output performance and environmental impact. Robust sorting eliminates defects, advanced de-inking safeguards hygiene, and oxygen-based bleaching achieves brightness while meeting eco standards. Procurement teams should prioritize mills with proven feedstock consistency, modern drying systems, and transparent chemical management—ensuring product integrity, meeting sustainability targets, and securing reliable delivery. Select suppliers who embed environmental responsibility into process efficiency and market strategy for lasting competitive advantage.
