
While procurement teams often prioritize post-consumer waste (PCW) for sustainability optics, technical data indicates that adding just 10% PCW can spike a product’s carbon footprint by 16% due to the intensive energy and chemical requirements of de-inking. For manufacturers, the challenge is not just sourcing recovered fiber, but maintaining the ≤250 cfu/g microbial safety benchmark required for sanitary tissue without compromising the 346 kN/m tensile strength found in virgin pulp.
This article analyzes the industrial protocols used to achieve these standards, examining **ERIC950** infrared purity metrics and the **Green Seal** 100 ppm total fluorine limit for PFAS contamination. We evaluate the trade-offs between pre-consumer and post-consumer streams, citing sourcing standards from **Sappi** and the **Global Recycled Standard (GRS)** to provide a technical framework for high-performance recycled tissue production.
Sourcing Recycled Fiber: Are You Using Pre-consumer or Post-consumer (PCW)?
Pre-consumer fiber offers manufacturing consistency and FSC credits, but adding just 10% post-consumer waste (PCW) can increase carbon footprints by 16% due to intensive de-inking requirements.
Defining Recovered Fiber: Pre-consumer Scraps vs. Post-consumer Waste
Pre-consumer fiber, or post-industrial material, consists of scraps diverted during manufacturing. This includes paper converting trim and sheeter waste that never reached an end-user. Post-consumer waste (PCW) specifically targets materials like used office paper or cardboard diverted from landfills after consumer use.
The EPA Comprehensive Procurement Guideline groups both types under the “recovered fiber” definition. However, sourcing priorities differ by application. OEM hygiene manufacturers favor pre-consumer fiber because it provides higher consistency and lower hygiene risks than variable PCW streams. FSC Recycled and Mix labels also provide full value to pre-consumer content without the heavy processing scrutiny applied to PCW.
Impact on Carbon Footprint and Global Certification Standards
Adding recycled content often involves a technical trade-off. Sappi’s cradle-to-gate analysis at their Somerset Mill found that adding 10% post-consumer recycled fiber actually raises the carbon footprint by 16%. This spike results from the energy-intensive transport, sorting, and de-inking processes required to make PCW usable for high-grade paper.
- SCS-103 (Version 8.0): Establishes a 5% minimum recycled content threshold for mechanical or chemical recycling.
- Global Recycled Standard (GRS): Mandates a 20% minimum for B2B transactions and a 50% minimum for consumer-facing labels.
- DIN EN ISO 14021:2016: Provides the technical framework for maintaining quality in post-industrial recycled materials.
- Recycled Content Standards: Sappi products like McCoy and Opus maintain a 10% recycled fiber standard verified to EPA recovered fiber definitions.
ESG managers now use the Circular Footprint Formula (CFF) to account for these realities. The formula includes an “A” factor that balances the burden of the recycling process against the benefits of virgin material substitution. While novice buyers push for high PCW percentages for sustainability optics, veterans prioritize pre-consumer fiber to align with SFI/PEFC verification and avoid FTC deceptive marketing violations regarding fiber origin.
The De-inking Process: How Do We Completely Remove Dyes, Glues, and Inks?
Industrial de-inking uses a five-stage mechanical and chemical sequence to isolate contaminants by particle size, ranging from submicron dyes to large adhesives, ensuring high-purity pulp output.
The Mechanics of Contaminant Separation: Detachment and Chemical Dispersion
Defibering begins in the pulper at 45% consistency. This specific density creates the mechanical shear necessary to strip ink from the fiber surface without degrading the physical strength of the material itself. Proper detachment at this stage dictates the success of every subsequent extraction step.
Chemicals prevent the detached ink from sticking back to the clean fibers. Sodium silicate solutions act as dispersants, keeping hydrophobic particles suspended in the slurry so the system can carry them away during the water-heavy phases.
- Chemical Formula: Sodium Silicate (41.6° Baumé) with balanced SiO₂ and Na₂O.
- Initial Screening: Drum perforations of 4–10 mm to catch “stickies” and glues over 1,000 microns.
- System Goal: Maximum ink detachment with minimal fiber shortening.
Technical Extraction Standards: Flotation, Washing, and ERIC950 Metrics
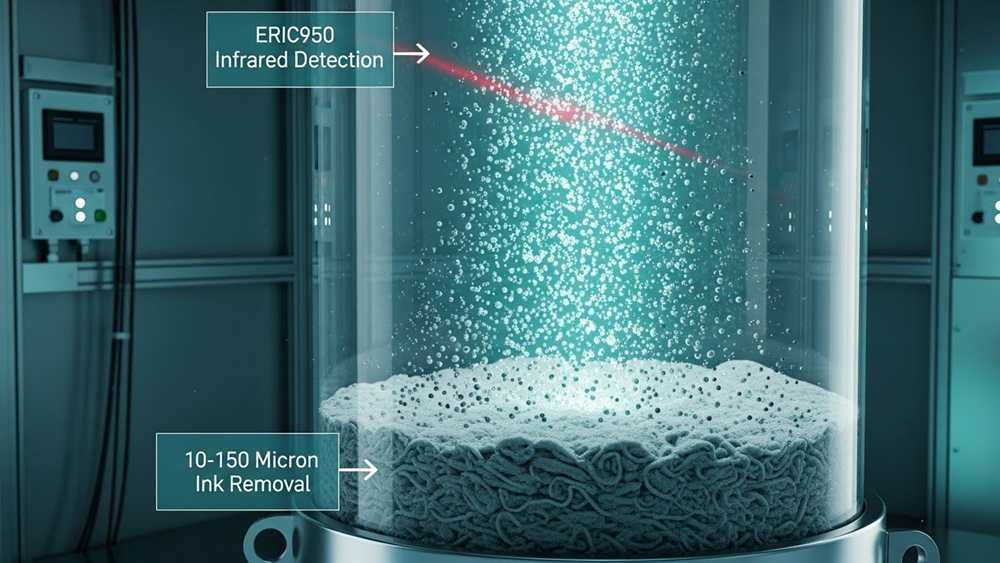
Flotation cells serve as the “heart” of the de-inking line. By injecting air bubbles into a 0.9–1.5% consistency pulp, the system lifts fine ink agglomerates to the surface. This process specifically targets the 10–150 micron range, which is too small for screens but too large for standard washing.
Engineers verify the final purity using the ERIC950 standard. This metric uses infrared reflectance at 950 nm to detect residual ink that the human eye cannot see. It provides a purely objective measurement of how much ink remains in the fiber matrix, regardless of how “white” the paper looks to a casual observer.
- Wash De-inking: Targets submicron particles (<10 µm) including deep-set dyes.
- Centrifugal Cleaning: Removes mid-range contaminants between 100 and 1,000 µm.
- ERIC950 Standard: Measures Effective Residual Ink Concentration via infrared reflectance.
The final pulp quality depends on the de-inkability factor, which is the ratio of ink removed to the initial ink load. High-grade tissue production requires this systematic removal across all particle sizes to avoid graying or “speckling” in the finished product.
Is Recycled Paper Sanitary? The Role of High-Temperature Sanitization
Recycled paper achieves safety by combining 160°C steam with hydrogen peroxide, killing spores to reach a ≤250 cfu/g benchmark suitable for food-contact and hygiene applications.
| Sanitization Parameter | Technical Requirement |
|---|---|
| Microbial Load Limit | ≤250 cfu/g (Bacterial Spores) |
| Steam Temperature | 160-170°C (at ~8 bar pressure) |
| H₂O₂ Concentration | 0.5-5% by volume |
| Target Pulp Temperature | 110-115°C under pressure |
| Optimal pH | ≥7 |
Microbial Benchmarks and the Safety of Recycled Fibers
Recycled paper products are safe when manufacturers adhere to specific microbial thresholds. Untreated post-consumer fibers frequently exceed safe bacterial limits because of contamination during collection and storage. To qualify as sanitary for food-contact or personal care, the finished material must not exceed a bacterial spore limit of 250 colony-forming units per gram (cfu/g).
- Thermal Isolation: Labs heat samples for 10-12 minutes at 80°C to isolate aerobic spores.
- Incubation: Samples sit on PC-Agar at 35±2°C for 24-72 hours.
- Validation: Manufacturers test the final paperboard or tissue to confirm it meets hygiene benchmarks for specific consumer grades.
This testing process ensures that the finished product is as clean as virgin fiber. Validation acts as the final gatekeeper for B2B buyers who need to guarantee consumer safety in sensitive applications like food packaging or medical-grade wipes.
Thermal and Chemical Protocols for Pathogen Elimination
Eliminating tough bacterial spores requires a synergistic approach. Steam alone works, but adding hydrogen peroxide (H₂O₂) creates a more aggressive environment for pathogens. This combination allows for a faster treatment window without compromising the integrity of the recycled fibers.
- Spore Opening: Systems first heat the pulp to approximately 70°C to “open” the spores.
- Targeted Kill: Temperatures then rise above 80-90°C, with pressurized pulp reaching 110-115°C for 0.5 to 5 minutes.
- Chemical Dosing: Manufacturers add H₂O₂ at 0.5-5% (ideally 2-4%) to the fiber mixture at 30-35% dry-matter content.
- pH Management: Maintaining a pH level of ≥7 optimizes the destruction of the opened spores.
This precise 0.5-to-5-minute window is the industry standard for high-speed production. By balancing heat, pressure, and chemistry, mills produce compliant pulp that meets rigorous safety standards while minimizing environmental impact and operational costs.
Build Your Premium Toilet Paper Brand with 30 Years of OEM Expertise

Managing the Contaminant Debate: What About BPA and PFAS Residues?
Recycled tissues contain trace contaminants from thermal paper and grease-resistant packaging, but strict certification thresholds like 100 ppm fluorine prevent these from becoming safety hazards.
| Contaminant | Primary Source | Safety Threshold / Data Point |
|---|---|---|
| PFAS | Food packaging coatings | 100 ppm Total Fluorine (Green Seal) |
| BPA / BPS | Thermal receipt paper | 100x to 1M x higher than food levels |
| Post-Consumer PFAS | Material co-mingling | 213 ng/g (Average concentration) |
The Origin of Contaminants: Thermal Paper and Functional Additives
BPA isn’t a deliberate ingredient in tissue manufacturing; it is a stowaway from the recycling bin. The primary culprit is thermal receipt paper. When these receipts enter the pulping stream, BPA and BPS leach into the slurry and embed in the recycled fiber. PFAS follows a similar path through grease-resistant food packaging.
- Tequila Cartons: Identified as a high-residue source with PFAS levels reaching 647.9 ng/g.
- Corrugated Food Boxes: Frequently contain moisture-repellent coatings averaging 548.0 ng/g of PFAS.
- Stream Dilution: PFAS concentrations rise from 121 ng/g in pre-consumer waste to 213 ng/g in post-consumer streams due to environmental exposure.
While de-inking processes remove a significant portion of these residues, they cannot eliminate them entirely. This makes source segregation critical. Mill effluent testing confirms that persistent compounds remain even after heavy processing, requiring constant monitoring under Clean Water Act oversight.
Safety Standards and Regulatory Limits for Sanitary Paper
Regulators distinguish between “intentional use” and “unavoidable trace contamination.” No certified paper manufacturer can use PFAS as a functional additive. To manage the trace amounts that migrate from the recycling stream, certifying bodies use total fluorine as a proxy measurement.
- Green Seal / BPI: These standards enforce a strict limit of 100 ppm total fluorine for all certified sanitary products.
- Specific Compounds: Monitoring targets persistent chains like PFHxA (156.9 ng/g) and 4:2FTS (164.79 ng/g).
- Hygiene Grade Requirements: Effective de-inking is mandatory because BPA levels in raw recycled pulp can be 100 to 1 million times higher than those found in canned foods.
For B2B buyers, the focus should be on certification. Products meeting Green Seal or BPI standards have already undergone the safety assessments necessary to ensure that trace residues do not pose a risk to the end user. The debate isn’t about the presence of these molecules, but about keeping them below the thresholds that separate “recycled” from “hazardous.”

Whiteness vs. Strength: Can Recycled Tissue Ever Match Virgin Quality?
Recycled tissue cannot match virgin tensile strength. While bleaching boosts brightness to 62%, it degrades fiber integrity, making virgin pulp necessary for premium softness and high-durability applications.
The Fiber Degradation Constraint: Why Recycled Pulp Loses Durability
Fibers lose structural integrity and physical length every time they pass through a recycling cycle. This mechanical reality means recycled pulp will always trail virgin wood or bamboo alternatives in durability. Virgin pulp maintains superior absorption capacity and structural stability during long-term storage, while recycled fibers are prone to rapid weakening.
Multivariate analysis of fluorescent whiteness shows that recycled blends can look clean, but they lack the inherent softness found in 100% virgin wood pulp. The process introduces contaminants and shortened fiber chains that naturally lower the threshold for tactile quality. You can make it look white, but you cannot restore the lost softness.
Bleaching Thresholds and ISO 1924-2 Tensile Benchmarks
Technical data highlights the quality gap. Virgin pulp reaches a machine direction (MD) tensile strength of 346 kN/m, a benchmark that recycled fibers fail to hit even under optimized processing. While chemical bleaching can bridge the visual gap, it often destroys the paper’s physical utility.
- ISO Brightness Ceiling: 61.89% (achieved at 3.5% H₂O₂ concentration and 15% consistency).
- Over-Bleaching Risk: Exceeding 3.5 wt% H₂O₂ causes oxidative cleavage of β-glycosidic bonds, crashing tensile strength.
- Compliance Standards: ISO 1924-2/TAPPI T494 for tensile and ISO 2470 for brightness.
For ESG-focused procurement, the trade-off is explicit. Recycled tissue meets environmental goals and provides acceptable absorbency for economy applications. However, virgin fiber remains the only option for premium applications that require high-strength benchmarks and superior softness.
Final Thoughts
High post-consumer waste (PCW) spikes your carbon footprint and kills product strength. Prioritize pre-consumer fiber to maintain hygiene consistency and manufacturing efficiency while hitting ESG targets.
Stop chasing PCW percentages for optics. Vet suppliers specifically for Green Seal or FSC Recycled labels and demand ERIC950 purity reports to guarantee safety against BPA and PFAS residues.
Frequently Asked Questions
Is recycled toilet paper sanitary and safe for skin?
Reputable manufacturers use high-temperature sanitization and de-inking to eliminate bacteria. While sanitary, testing detects trace contaminants like BPA (up to 9,641 µg/kg) from thermal receipts and PFAS markers (10-35 ppm). FSC Recycled or Green Seal certified products provide the highest safety assurance.
What is Post-Consumer Waste (PCW) in tissue manufacturing?
PCW refers to fiber recovered after consumer use, such as office documents and newspapers. This differs from pre-consumer manufacturing scraps. Standard requirements mandate specific minimums: 10% for facial tissues and 40% for paper towels. Major plants process 200,000 tons of PCW annually.
Does recycled paper contain traces of BPA or ink chemicals?
Recycled streams often contain BPA (up to 9,641 µg/kg) and BPS because thermal receipt paper is difficult to exclude from recovery. Processing also reveals ink chemicals like nonylphenol (0.40–1.01 mg/kg) in wastepaper fractions before industrial cleaning and bleaching occur.
How does the de-inking process affect fiber strength?
De-inking results in a 5–10% loss in fiber strength. Chemical treatments and mechanical scrubbing required to strip glues and inks weaken cellulose bonds. Manufacturers mitigate this degradation using alkaline washes or blending recycled fibers with long-fiber pulp to maintain durability.
Why is recycled paper often less white than virgin pulp?
Recycled paper retains residual inks and contaminants that de-inking cannot fully remove. While virgin pulp uses aggressive chlorine-based bleaching for high brightness, recycled fibers have a prior bleaching history and shorter length, making further intense whitening risky to the structural integrity of the paper.
What are the best certifications for recycled paper products?
Look for FSC Recycled (verifying 100% reclaimed material), the Global Recycled Standard (GRS), and Green Seal (GS-1). For institutional buying, Public Contract Code 12209 mandates a minimum of 45% post-consumer recycled content specifically for toilet paper products.
