
Softest Selection Science decides whether a tissue product meets the TSA softness score that separates low-return SKUs from costly retailer delistings and private‑label chargebacks. Procurement teams and brand owners wrestle with inconsistent sensory language, lab-to-line variability, and vague supplier claims that turn softness into a commercial liability—scrapped production runs, emergency reformulations, and lost shelf space.
This guide functions as a technical SOP: it starts with the TSA benchmarks and measurement protocol (the core metric), then breaks down fiber morphology—why eucalyptus pulp maps to higher softness bands—GSM versus perceived hand-feel, creping patterns that create air-pocket cushioning, and the tensile trade-offs you must quantify. Expect score ranges, comparative data points, and ready-to-use spec language for RFPs and private‑label contracts so sourcing, R&D, and QA use the same acceptance criteria.
Is Softness Subjective, or Can We Measure It via TSA Benchmarks?
TSA benchmarking turns hand-feel into reproducible metrics so manufacturers can set acceptance limits, trace batches, and make targeted production corrections fast.
Sample preparation and conditioning for TSA testing
Select flat-sheet areas free of embossing, perforation or edge damage and mark machine-direction (MD) and cross-direction (CD) specimens to capture anisotropy. Record full product metadata—SKU (for example, TSH-2559 or TSH-4010), ply count, GSM per ply (13–22 g/m²), primary material (100% Virgin Wood Pulp or specified alternative), and OBA-Free status—so you can map TSA results back to formulation and supply decisions.
Condition samples to a standard laboratory climate (approx. 23°C ±2°C and 50% RH ±5%) to stabilize moisture and mechanical response, then label each specimen with batch ID and roll weight (780g–5000g). Maintain the chain of custody so every spectrum links to production and shipping units.
- Select sample area: avoid embossed or damaged zones.
- Mark orientation: MD and CD for each specimen.
- Log metadata: SKU, ply, GSM/ply (13–22 g/m²), material, OBA status.
- Condition to 23°C ±2°C and 50% RH ±5% before testing.
- Label with batch ID and roll weight (780g–5000g).
TSA setup and calibration: mechanical and signal verification
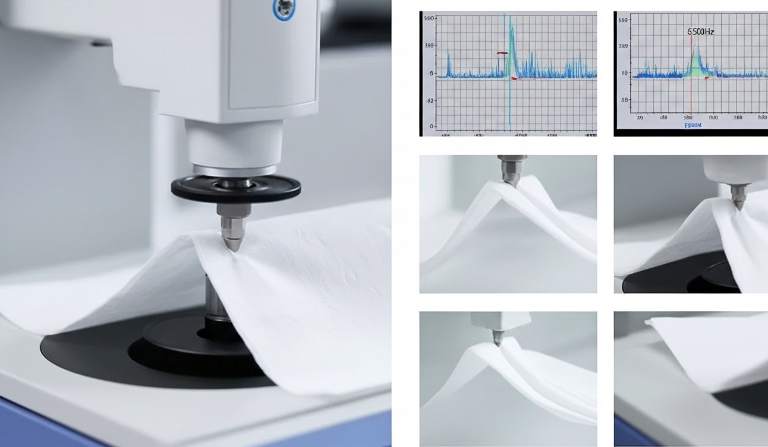
Install and inspect the measuring head with rotating paddles, verify secure mounting, and confirm paddle integrity and grounding. Set the contact load to 100 mN per protocol and confirm instrument firmware and settings align to 2026 TSA benchmark procedures so acoustic and mechanical channels match validated configurations.
Run blank/reference runs and a known softness standard to verify the TS7 peak location at approximately 6500 Hz and confirm baseline signal-to-noise. Perform a minimum of three verification runs to demonstrate repeatability and write calibration logs into your ISO 9001 traceability records.
- Install and torque-mount measuring head; inspect paddles and cables.
- Set contact load = 100 mN; verify firmware/settings to 2026 benchmark.
- Run blank and known-standard samples; confirm TS7 ≈ 6500 Hz and acceptable SNR.
- Execute ≥3 verification runs; save calibration logs for ISO 9001.
Execute TSA measurements: sound-based softness and deformation testing
Run the sound analysis by bringing the rotating-paddle head into contact under the 100 mN load, capture the vibration spectrum across the 5,000–7,000 Hz band and identify TS7 peak amplitude and frequency. Then run deformation tests to capture in-plane stiffness, elasticity, compressibility and crumple-ability; record numeric outputs for each specimen so you separate acoustic softness from mechanical resilience.
Test both MD and CD specimens and perform multiple replicates (minimum three) to quantify anisotropy and variance. Each sample cycle completes in minutes—save raw spectra and deformation traces to enable retrospective analysis and algorithm tuning.
- Sound run: contact at 100 mN; capture TS7 (~6500 Hz) amplitude/frequency.
- Deformation run: record stiffness, elasticity, compressibility, crumple metrics.
- Replicates: test MD and CD with ≥3 replicates per orientation.
- Data handling: save raw spectra and deformation traces for QA and R&D.
Interpret TSA outputs and compute bench metrics
Extract TS7 peak metrics—frequency and intensity—and treat lower TS7 intensity as a softer material signal. Use deformation outputs to quantify stiffness and elasticity separately, then compute a composite hand-feel value that weights softness (TS7), roughness (lower-frequency peaks), and stiffness according to your validated algorithm.
Compare TSA-derived rankings to validated human-panel baselines from instrument validation to keep correlation in the 90–98% range. Store numerical results, spectra, composite hand-feel and specimen metadata in your QA database to enable batch tracking, KPI dashboards, and trend analysis across SKUs like TSH-2559 and TSH-4010.
- Extract TS7 frequency/intensity (target band 5–7 kHz).
- Compute stiffness and elasticity from deformation traces.
- Calculate composite hand-feel value and map to human-panel baseline.
- Store spectra, metrics and metadata in QA database for batch trending.
QA integration, acceptance criteria and troubleshooting workflow
Establish product-specific acceptance ranges by running R&D → pilot runs → control-limit studies for each TSH model, and publish those ranges in the QA protocol. Apply TSA across incoming pulp verification, in-process checks and final batch release, and evaluate results alongside physical specs (width 102–132 mm, ply count, rapid disintegration) and regulatory marks (FDA, EU) during 2026 compliance reviews.
When metrics stray, follow a short troubleshooting workflow: inspect paddles and grounding if TS7 shows high noise, recalibrate the load transducer if repeatability drops, and verify sample humidity or orientation if stiffness shifts. Use TSA outputs to drive corrective actions—adjust fiber mix or ply-bonding pressure, refine embossing pattern, or reclassify a lot for alternate channels such as hotel-grade versus industrial supply.
- Baseline setup: R&D → pilot → control limits per TSH model.
- Integration points: incoming pulp, in-process, final release (compare with width 102–132 mm, GSM/ply 13–22 g/m², rapid disintegration).
- Troubleshoot: high TS7 noise → inspect paddles and grounding.
- Troubleshoot: low repeatability → recalibrate load transducer and rerun ≥3 checks.
- Corrective actions: adjust fiber mix, modify ply-bonding pressure, change emboss pattern, or reclassify lot for alternate markets.
Fiber Morphology: Why Eucalyptus Pulp is the Secret to Silkiness
Eucalyptus fiber structure plus TSA-based controls let manufacturers hit targeted softness (TS7) while preserving wet strength and rapid disintegration.
Eucalyptus fiber microstructure and key material properties
Select 100% virgin eucalyptus pulp for its fine, low-coarseness fibers that create a smooth surface and high fiber population—target grades that maximize flexibility without sacrificing strength. Monitor fibre coarseness (µg/m), average fiber length (aiming for species upper-range but note typical eucalyptus length can be as low as ~0.65 mm), cell-wall thickness and lumen ratio to predict the trade-off between hand-feel and tensile performance. Maintain a chemical profile with high cellulose, balanced hemicellulose for pliability, and certify OBA-free composition to reach natural brightness in the 85–92% range rather than relying on optical brighteners.
Validate incoming pulp at the dock: check brightness, freeness (°SR) and visible fibrillation ratio before you refine. Specify ply GSM at design stage—use 13–22 g/m² per ply—to balance perceived softness with wet-strength in finished rolls. Track fiber population metrics (eucalyptus can deliver ~20 million fibers per gram) to anticipate bulk, absorbency and formation behavior during sheet forming.
Measuring silkiness objectively with TSA benchmarks
Adopt the Tissue/Tactile Sensation Analyzer (TSA) protocol as your objective softness standard: run the acoustic test at a contact load of 100 mN with rotating paddles and capture the sound spectrum to quantify softness. Use the TS7 sound peak (around 6,500 Hz) as your primary softness indicator—lower TS7 amplitude correlates to a softer tactile impression. Capture complementary acoustic bands (TS750, 200–2,000 Hz) and deformation metrics (stiffness, compressibility) and merge them into a composite hand-feel value to emulate trained-panel results; the TSA routinely achieves 90–98% correlation with human panels.
Implement TSA across incoming-pulp QC, in-line process checks and final-roll QA so you get actionable numbers within minutes. Establish pass/fail thresholds by benchmarking reference SKUs (for example, set distinct TS7 and composite HF targets for hotel-grade 5-ply versus retail 2–3 ply). Track batch-to-batch TS7 variation and flag deviations that exceed your predefined tolerance band before finishing steps.
Process controls and finishing steps that preserve eucalyptus silkiness
Optimize refining intensity to increase fibrillation for surface softness while limiting fiber shortening that reduces tensile strength—map refining curves directly against TSA outputs (TS7 and stiffness) and choose the operating point that meets both softness and strength targets. Apply controlled high-pressure ply-bonding to join plies without compressing the sheet surface; monitor bond pressure and nip dwell to avoid flattening the fibril texture that gives eucalyptus its silky feel.
Tune point-to-point embossing (pattern depth and frequency) to raise absorbency by about +30% while preserving surface compliance; validate emboss settings against TSA roughness and TS750 measures. Set perforation and calendering parameters to deliver clean-tear edges and consistent caliper—test perforation force and tear-line integrity on representative samples. Avoid over-stabilizing additives that harm rapid-disintegration; run wet-strength and dissolution tests to confirm septic-safe performance. Lock product quality with final QC gates: batch color consistency, TSA benchmark pass, tensile and wet-strength tests, and pre-shipment visual verification before compression packing.
- Incoming QC: brightness (85–92%), freeness (°SR), visible fibrillation ratio.
- Process checks: refining curve vs TSA (TS7, stiffness), bond pressure & nip dwell logs.
- Finish controls: emboss depth/frequency validation, perforation force, calendering thickness targets.
- Final QA: composite hand-feel pass, tensile/wet-strength thresholds, rapid-disintegration confirmation, pre-shipment visual sign-off.
Custom Toilet Paper — OEM Factory Pricing

Does a Higher GSM Always Result in a Softer Hand-Feel?
GSM alone misleads; control caliper, density and fiber morphology while using TSA benchmarks to drive true softness improvements.
GSM versus bulk, density and stiffness — the physical trade-offs
GSM describes mass per area but not how that mass distributes in volume. Top Source specifies 13–22 g/m² per ply, so a 2‑ply product sits at about 26–44 g/m² and a 5‑ply product at roughly 65–110 g/m². If you raise GSM while leaving caliper unchanged, density (GSM/caliper) increases and the sheet often stiffens, which shows up as a higher TS7 peak on the TSA—around the 6.5 kHz region—and a perceived loss of softness.
Measure three core variables when you change GSM: caliper (µm), density = GSM ÷ caliper (convert units so density is g/cm³), and compressibility/stiffness. To gain real softness when increasing GSM, add bulk-generating steps that raise caliper and keep density lower so the TS7 intensity drops and compressibility improves.
Manufacturing levers to boost perceived softness without simply adding GSM
Choose fiber and processes that create bulk, not density. Prioritize 100% virgin long‑fiber wood pulp or premium eucalyptus blends to get a smooth surface and high fiber count per gram; eucalyptus fibers can be as short as ~0.65 mm yet deliver low coarseness and silkiness. Use through‑air drying (TAD) and higher crepe ratios to increase caliper while holding basis weight steady, and avoid over‑pressing which collapses air pockets and raises stiffness.
Adjust embossing and ply‑bonding to keep multi‑ply rolls pliable: apply point‑to‑point CNC embossing to boost absorbency by ~30% while reducing lamination bond pressure so layers remain compressible. Limit refining to preserve fiber length and flexibility. When testing process changes, change one variable at a time, run TSA and caliper measurements after each run, and keep the settings that lower the TS7 peak and improve compressibility.
- Raw material: select 100% virgin long‑fiber pulp or eucalyptus for soft yet strong sheets.
- Drying: implement TAD or other bulk‑forming methods to raise caliper at stable GSM.
- Embossing: use CNC point‑to‑point patterns; reduce bond pressure to retain pliability.
- Refining: avoid over‑refining; balance tensile strength with fiber flexibility.
- Test plan: iterate single variables, log TSA TS7 and caliper, lock settings that lower TS7 and increase compressibility.
Benchmarking and QA: use TSA plus product specs to validate true softness
Use the TSA as your objective gatekeeper: the instrument measures acoustic softness under 100 mN load and reports the TS7 peak intensity near 6.5 kHz; a lower TS7 intensity correlates with softer hand‑feel. Combine TSA softness with roughness and stiffness metrics to form a composite pass/fail target—TSA correlates roughly 90–98% with trained human panels, so it gives rapid, reliable feedback compared with subjective panels.
Put checkpoints into R&D and pre‑shipment QA. Condition samples under lab humidity and temperature, run TSA on incoming pulp and finished rolls, and record caliper, density, compressibility and TS7 per batch. Set SKU‑specific acceptance windows (for example, match the TSH‑4010 hospitality softness profile or the TSH‑2559 retail profile). When a sample fails, trace corrective actions to pulp source, crepe/emboss settings or bond pressure and record the TSA response to verify improvement.
- TSA setup: 100 mN contact load; monitor TS7 (~6500 Hz) and in‑plane stiffness.
- Sampling: condition samples, test incoming pulp and finished rolls, log caliper (µm), GSM, density and TS7.
- Acceptance: assign TSA and caliper windows per SKU (example: TSH‑4010 = hotel‑grade target; TSH‑2559 = retail target).
- Workflow: implement TSA in R&D and pre‑shipment QA; log trends and link corrective actions to measurable TS7 reductions.

Creping Tech: How “Air Pockets” Create the Ultimate Cushion Effect
Controlled micro-creping traps air to deliver measurable compressibility and rebound that improve perceived cushion without sacrificing tensile strength or septic safety.
Micro-creping Mechanics: Control Crepe Formation to Trap Air and Tune Compressibility
Creping creates controlled micro-folds that lock micro-scale air pockets inside the paper web, and those trapped pockets act as the primary shock-absorbing element when you compress the sheet. Tune crepe amplitude and frequency by adjusting crepe blade pressure, Yankee dryer adhesion and the machine draw ratio to produce uniform fold spacing—consistent spacing prevents density hotspots that collapse cushion performance.
Inspect and quantify cushion behavior with optical or line-scan inspection to map fold spacing in real time, and run compression/recovery tests to measure thickness under a defined load and percent thickness recovery after 50% strain. Use the TSA to correlate tactile outcome: run the TSA at the standard 100 mN measuring-head load and monitor the TS7 peak near 6,500 Hz—lower TS7 aligns with a softer, more cushion-like hand-feel. Specify 100% Virgin Wood Pulp long fibers to preserve fold integrity and tensile strength during aggressive creping.
- Process levers: crepe blade pressure, Yankee adhesion, draw ratio—adjust to change crepe amplitude/frequency.
- Inspection: optical/line-scan to detect fold spacing and density hotspots.
- Physical tests: thickness-under-load and % recovery after 50% strain; TSA at 100 mN for TS7 (~6,500 Hz).
- Material: 100% Virgin Wood Pulp long fibers to retain crepe structure and wet strength.
Structural Design Choices: Ply, GSM, Embossing and Roll Format to Maximise Cushion
Select ply count and per-ply GSM to balance cushion and durability: target 2–5 plies with 13–22 g/m² per ply to achieve bulk without excessive stiffness. Remember that higher GSM does not automatically increase perceived softness—fiber type, formation and surface structure drive hand-feel more than weight alone. Use multi-ply layering to increase caliper while distributing stress across bonded interfaces.
Embed engineered air pockets using CNC point-to-point embossing to form localized bonding islands and voids; point-to-point embossing raises absorbency by roughly 30% and preserves compressible bulk. Apply high-pressure lamination to secure ply-bonding and avoid delamination while keeping crepe-induced cushion intact. Choose roll format to match market expectations: standard widths 102–132 mm, premium up to 165 mm, and consider coreless/solid construction for maximum bulk and perceived plushness. Keep formulations OBA-free and septic-safe to meet FDA/EU hygiene standards for B2B customers.
- Ply/GSM: 2–5 plies; 13–22 g/m² per ply to balance softness and wet-strength.
- Embossing: CNC point-to-point embossing to create bonding islands and engineered air pockets (+~30% absorbency).
- Ply-bonding: high-pressure lamination to prevent delamination while preserving crepe bulk.
- Format: widths 102–132 mm standard, up to 165 mm premium; choose core vs coreless/solid for roll bulk and meter-per-roll economics.
- Safety: OBA-free, septic-safe formulations to meet ISO/FDA/EU requirements.
Performance Metrics and QC: TSA Softness, Compressibility Protocols, and Post-Pack Verification
Use the TSA as the primary softness benchmark: test at 100 mN measuring-head load and track the TS7 peak near 6,500 Hz—set acceptance limits where lower TS7 equals softer hand-feel. Benchmark TSA and compressibility results against reference SKUs (for example, TSH-4010 for luxury and TSH-3396 for high-density) and translate those targets into pass/fail thresholds for incoming and final inspection. Note that TSA correlates with human panels at ~90–98%, so use it to standardize subjective claims.
Build a QC protocol that combines acoustic softness, mechanical compressibility and functional tests: measure thickness under load, record recovery rate after 50% strain, verify wet-strength, and run rapid-disintegration for septic safety. After mechanical compression for space-saving in packaging, unpack samples and re-test TSA and compressibility to confirm retained cushion. Capture batch color consistency and pre-shipment visual verification, and file ISO 9001 plus FDA/EU hygiene compliance records for B2B traceability.
- TSA protocol: 100 mN load; monitor TS7 (~6,500 Hz); lower TS7 = softer hand-feel.
- Benchmarking: set acceptance limits vs TSH-4010 (luxury) and TSH-3396 (high-density).
- QC tests: thickness-under-load, % recovery after 50% strain, wet-strength, rapid-disintegration (septic-safe).
- Post-pack verification: re-test TSA/compressibility after unpacking compressed bundles; check batch color consistency and physical integrity.
- Records: retain ISO 9001, FDA and EU hygiene compliance documentation and pre-shipment visual verification for traceability.

Can Bamboo Fiber Truly Achieve the Softness Score of Virgin Wood?
Objective TSA benchmarking lets procurement and R&D quantify how close bamboo pulp comes to virgin wood softness and direct process changes to close any gap.
Fiber-level Comparison and TSA Softness Metrics
Long-fiber virgin wood pulp delivers higher tensile strength and greater sheet compressibility; that structural advantage often produces a lower TS7 acoustic signature and a smoother composite hand-feel. Bamboo pulp tends to show shorter fibers and higher inherent stiffness unless you modify the fiber or process to increase compliance. Use the TSA measurement protocol as your objective comparator: contact the sample with the rotating-paddle measuring head under a 100 mN load and read the TS7 peak near 6,500 Hz — a lower TS7 peak corresponds to a softer material.
Control basis weight tightly during comparison. Target 13–22 g/m² per ply so GSM-driven bulk or stiffness does not mask fiber effects. Establish a virgin-wood baseline TS7 and composite hand-feel (softness, roughness, stiffness) at a controlled environment, then run matched TSA tests on bamboo to quantify the gap and variance.
- Establish virgin wood baseline: condition samples at 23°C ±2°C and 50% RH ±5%, run TSA at 100 mN, record TS7 and composite hand-feel.
- Prepare bamboo test set with identical ply GSM (13–22 g/m² per ply) and run matched TSA tests (minimum five replicates).
- Compare mean TS7 peaks and composite hand-feel scores; quantify percentage gap and standard deviation to guide process targets.
Processing Controls That Reduce Bamboo TS7 and Raise Perceived Softness
You can move bamboo TS7 toward the virgin baseline by tuning mechanical and chemical process levers. Key controls include refining level (to alter fiber flexibility and fibrillation), creping ratio (to introduce micro-air pockets and compressibility), enzyme or softener dosing (to reduce fiber stiffness), calendering pressure (to control thickness and surface friction), and point-to-point embossing (to increase perceived absorbency and softness). Point-to-point emboss patterns can raise perceived absorbency and softness by roughly 30% when matched to sheet bulk and ply structure.
Keep brightness OBA-free and target 85–92% by fiber selection rather than optical brighteners to protect sensitive-skin claims. Use high-pressure ply-bonding to secure multi-ply integrity without adding stiffness and shift GSM distribution across plies to improve compressibility where needed.
- Run factorial trials: vary refining level, enzyme/softener dose, crepe percentage, calender pressure, and emboss pattern simultaneously.
- After each trial, measure TS7 (100 mN, TS7 peak ~6,500 Hz) and the TSA composite hand-feel; record tensile and caliper.
- Iterate settings that reduce TS7 while keeping ply GSM in the 13–22 g/m² range and brightness within 85–92%.
QA Benchmarks, Acceptance Criteria and Release Tests for Softness Equivalence
Treat TSA as a release test, not just R&D. Condition samples at 23°C ±2°C and 50% RH ±5% before testing. Run TSA under 100 mN and log TS7 plus the composite hand-feel metrics (softness, roughness, stiffness). Set acceptance to TS7 within ±5% of your virgin-wood baseline and require composite hand-feel parity across the three metrics. Verify tensile strength and rapid disintegration meet ISO/FDA/EU or project-specific standards for septic safety.
Add physical checks to prevent field failures: confirm ply GSM per ply (13–22 g/m²), inspect emboss pattern consistency, verify batch brightness uniformity (85–92% with no OBAs), and run a rapid disintegration plumbing test. Log all results at batch level and require corrective action when metrics exceed tolerance limits.
- Before release, run batch-level TSA plus two physical tests (ply GSM verification and rapid disintegration) and record results in the batch log.
- Accept the batch only if TS7 falls within ±5% of the virgin baseline and composite hand-feel matches across softness, roughness, and stiffness.
- Require tensile strength and septic-safe disintegration to meet applicable ISO/FDA/EU standards; if any metric fails, initiate corrective action and re-test.
- Provide pre-shipment visual verification and attach logged TSA and physical-test records to shipping documentation for buyer confidence.

The Trade-off: Balancing Tactile Softness with Tensile Durability
Set objective TSA and tensile gates so your product delivers premium hand-feel while meeting wet-strength, septic safety, and 40HQ logistics demands.
TSA-derived Metrics and 2026 Target Ranges for Softness versus Strength
Measure softness with a Tissue/Tactile Sensation Analyzer using the 100 mN contact load and record the TS7 peak near 6500 Hz; benchmark TS7 and composite hand-feel against in-market reference samples to set acceptance thresholds. Convert the TSA outputs (softness, roughness, stiffness) into a composite pass/fail band and require incoming lots and production runs to meet that band before release.
Validate TSA-to-human correlation at launch by running paired human-panel sessions and require spot-checks that keep correlation above 90%. Run dry- and wet-tensile tests alongside every TSA measurement and flag batches that meet softness but fail tensile limits; use wet-tensile gating (start with household ≥ 250 mN, commercial ≥ 400 mN as baseline targets) and adjust after initial validation. Track TSA deformation metrics such as compressibility and in-plane stiffness to detect process shifts that raise stiffness without obvious TS7 changes, and log every TSA and tensile result by batch for trend analysis and quarterly target updates in 2026.
Material and Construction Parameters to Tune Softness and Tensile Durability
Specify 100% long-fiber virgin wood pulp for premium tensile performance and low lint; reserve bamboo or recycled pulp for defined eco variants only. Control per-ply density at 13–22 g/m² and select 2–5 ply constructions to balance softness and strength—raise ply count or per-ply GSM when you need higher tensile strength without switching fiber class.
Use high-pressure lamination settings to secure inter-ply cohesion while monitoring sheet stiffness and delamination rates; adjust nip pressure to reduce delam events. Apply point-to-point CNC embossing to increase absorbency by roughly 30% while preserving surface softness, and tune emboss depth and pattern area to avoid local stiffening. Minimize wet-strength chemistries to keep septic-safe rapid disintegration and maintain an OBA-free formula for skin safety and regulatory compliance. Finally, enforce precision perforation tolerances and inspect cut quality; adjust die clearance per thickness and emboss pattern to prevent shredded edges.
Validation, Acceptance Criteria, and Packaging Effects on Durability and Perceived Softness
Adopt a verification protocol that mandates pre-shipment TSA testing, dry/wet tensile assays, septic-disintegration checks, and batch-level visual inspections for embossing and perforation. Set quantitative acceptance limits: a defined TSA hand-feel pass band tied to your reference TS7 intensity (target TS7 matching reference within ±10% initially), minimum dry/wet tensile values (use the baseline targets above and refine with production data), brightness 85–92%, and septic-disintegration times that meet North American and EU norms.
Simulate logistics by running compression and stacking tests that mimic 40HQ loading at typical payloads of 7–9 tons to confirm packaging preserves roll loft and surface texture. Choose coreless designs when you need maximum paper length and freight efficiency (example: 5000 g bundles) but validate inner-wind cohesion and dispenser compatibility before full rollout. Require individual wrapping for hospitality SKUs to protect surface texture, and define compression settings that reduce bulk while retaining sheet loft. Require ISO 9001, FDA, and EU hygiene conformity evidence for each production batch and include pre-shipment photos and videos as part of acceptance.
- Pre-shipment checks: TSA (100 mN / TS7), dry & wet tensile, septic-disintegration, brightness (85–92%).
- Logging: batch-level TSA and tensile results, emboss/perf visual records, and supplier feedback.
- Packaging validation: compression & stacking tests for 40HQ at 7–9 tons; inner-wind cohesion tests for coreless rolls.
- Regulatory gates: supply ISO 9001, FDA, EU hygiene evidence plus pre-shipment photos/videos.
- Update cadence: review and adjust target ranges quarterly through 2026 as production data accumulates.
Conclusion
Using TSA softness benchmarks and precise control of fiber morphology, GSM, and creping turns subjective “softness” into measurable specs that buyers and R&D teams can trust. Those technical steps protect user safety, meet OSHA and industry compliance expectations, and extend equipment and supply-chain longevity.
Start by auditing your current product setup against TSA softness targets and the Top Source Hygiene spec matrix. Contact our team to request certified sample packs and the technical catalog so you can set private-label softness benchmarks and confirm sourcing logistics.
Frequently Asked Questions
1. What determines the TSA softness score in high-end toilet paper?
The TSA score is derived from objective, instrumented measurements: a two-step process combining sound analysis and deformation metrics. The device uses a rotating measuring head under a defined 100 mN load to produce a sound spectrum; the TS7 softness peak (around 6500 Hz) correlates directly with softness (a lower TS7 peak indicates softer material). TSA also isolates stiffness, compressibility and roughness and computes a composite hand-feel value from softness, roughness and stiffness for standardized benchmarking.
2. Which fiber blend creates the softest possible texture for sensitive skin?
The provided research does not specify particular fiber blends. TSA measures tactile parameters (softness, roughness, stiffness, compressibility) objectively, so the practical way to identify the softest blend for sensitive skin is to benchmark candidate blends with the TSA (and confirm with human panels). TSA’s ability to isolate individual haptic parameters makes it ideal for objective comparison, but the research does not name a single “softest” fiber blend.
3. Does adding chemical softeners decrease the absorbency of the paper?
The research does not provide experimental data on chemical softeners or their effect on absorbency. TSA evaluates tactile properties and can detect changes in softness, stiffness and compressibility caused by treatments, but it does not measure liquid absorbency. To answer this question you should run paired tests: TSA for tactile change and standard absorbency tests for liquid performance, then compare results.
4. How does 4-ply winding improve the perceived plushness of a roll?
Perceived plushness is a composite tactile effect that TSA captures via compressibility, stiffness and softness metrics. A 4-ply structure increases thickness and compressibility and typically reduces perceived stiffness, which shifts TSA deformation-based metrics and the composite hand-feel value toward a plusher rating. In short, 4-ply changes measurable haptic parameters that the TSA correlates with higher perceived plushness.
5. Why is eucalyptus pulp the gold standard for premium softness?
The research does not address eucalyptus pulp or rank fiber sources. TSA provides the objective measurements needed to validate claims about any fiber type, but the content here does not confirm eucalyptus as a gold standard. To substantiate that claim you would benchmark eucalyptus pulp versus alternatives using TSA softness, stiffness and roughness metrics plus human panel confirmation.
6. Can I request a specific softness benchmark for my private label brand?
Yes. The TSA is used in R&D, process/product optimization, quality assurance and benchmarking and can validate incoming materials against set requirements. You can define a target composite hand-feel value or target TS7/parameter range, provide samples, and have the TSA produce objective results (available within minutes) to enforce that benchmark as an acceptance criterion.
