 Skip to content
Skip to content ")
Short vs Long Fiber directly affects restroom dust and lint levels, driving up janitorial labor, clogging dispensers, increasing service calls, and creating real operational downtime and facility compliance risk for property managers and service contractors.
This piece is written as a technical SOP for facilities and procurement teams: we break down airborne lint behavior in restrooms, compare the anatomy of short and long fiber paper pulp, show why 100% recycled tissue sheds more broken fibers, quantify the shearing forces from high‑speed dispenser pulls, and explain how accumulated dust causes gear failures. Then we provide actionable upgrade paths—virgin pulp and premium blends—plus maintenance and sourcing steps you can use to cut lint, reduce jams, and lower total cost of ownership for commercial toilet tissue.
The Airborne Nuisance of Toilet Paper Lint in Restrooms
Toilet paper lint stems from fiber-level failures—short, damaged fibers and weak ply bonds release particles during dispensing and wiping, raising particulate load and driving visible contamination and dispenser faults.
Sources and Composition of Toilet Paper Lint
Lint appears when individual paper fibers or microfragments separate from the sheet during manufacturing, converting, packaging, or use. Long virgin wood pulp fibers tend to interlock and resist breakage; short recycled fibers, already shortened by prior processing, detach more readily. Multi-ply sheets with strong inter‑ply bonding and clean perforation lines hold together and shed less than loosely bonded single‑ply stock.
Additives and finishing steps change fiber cohesion: softeners, wet‑strength agents, and embossing alter how fibers deform and fracture under load. Cutting, perforating, and winding leave exposed fiber ends; those unfinished edges act as starting points for lint when the roll sees mechanical stress. For specification work, target 13–22 g/m² per ply and CNC‑precision embossing to maintain strength without excessive looseness.
How Lint Becomes Airborne and Affects Restroom Air Quality
Mechanical action—pulling, tearing, and wiping—applies shear forces that liberate particles ranging from visible lint to sub‑visible fragments that contribute to particulate matter. Once airborne, building air currents from HVAC systems and hand dryers disperse those particles across fixtures, sensors, and floor surfaces.
Most occupants perceive lint as an aesthetic or housekeeping issue, but the added particulate load can irritate people with respiratory sensitivity and increase cleaning frequency. Lint accumulation on touchpoints and sensor lenses also degrades perceived cleanliness and raises maintenance costs.
Mechanics: Dispenser Design, High-Speed Pulls, and Lint Generation
Dispenser geometry and user behavior control the shear at the tear point. Automatic high‑speed dispensers generate sharper, faster shears than smooth manual pulls and can increase fiber breakage. Feed paths with sharp bends, exposed edges, or incorrect roll diameter create concentrated stress points that shred edges and produce more lint.
Loose fibers and dust collect inside gear trains and on sensor windows; that buildup changes friction and timing, which leads to misfeeds and jams. Match dispenser type to roll format, keep feed paths free of burrs, and inspect alignment regularly to reduce mechanical stress and lint production.
Mitigation Strategies: Product Selection, Dispenser Choice, and Maintenance
Cut lint at the source by specifying fiber and construction: prefer long‑fiber virgin pulp, multi‑ply sheets with high‑pressure ply bonding, and clean precision perforations. Top‑tier options that use 100% virgin wood pulp and point‑to‑point embossing reduce loose fibers while preserving absorbency and wet strength.
- Choose dispenser systems designed for the roll format—sealed or coreless jumbo dispensers limit exposed edges and reduce ambient shedding.
- Set a maintenance cadence: clean feed paths, remove dust from gears and sensors, and replace worn cutters or rollers before they abrade paper.
- Require product samples and run on‑site lint checks before bulk orders; test sheet weight (GSM per ply), ply count, and embossing patterns against your dispensing environment.
- When specs permit, prioritize OBA‑free, 100% virgin pulp grades for sensitive environments to minimize broken‑fiber dust while meeting hygiene and septic‑safe performance.
Small specification changes—longer fiber content, stronger bonding, and dispenser compatibility—deliver measurable drops in airborne lint and downstream maintenance incidents. For procurement, quantify lint performance during trials and include dispenser compatibility checks in acceptance criteria.
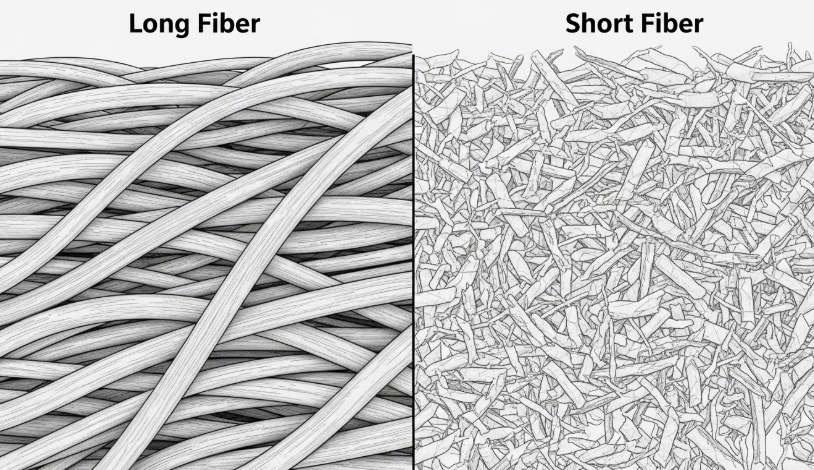
Short Fibers vs Long Fibers: The Anatomy of Paper Pulp
Fiber length drives the trade-off stack in tissue: short fibers deliver surface softness and formation control, while long fibers deliver tensile strength, tear resistance, and lower linting when blended and processed correctly.
Fiber length basics: what counts as short and long
Short fibers originate primarily from hardwood species such as eucalyptus and birch and typically measure about 0.5–1.5 mm. Long fibers come from softwoods like pine and spruce and generally measure 2–4 mm or more. Mills quantify pulp behavior using average fiber length, coarseness (µg/m), fibrillation level, and freeness/refining targets; those metrics predict bonding potential during forming, drying, and converting.
| Parameter | Short Fibers (Hardwood) | Long Fibers (Softwood) |
|---|---|---|
| Typical metrics & effects | Length ~0.5–1.5 mm; low coarseness; gives fine formation, smooth sheet surface, higher fibrillation after refining which increases perceived softness but raises detached fines and lint risk. | Length ~2–4+ mm; higher coarseness; forms a load-bearing fiber network that increases tensile/tear strength and bulk, improves resilience and lowers lint when used to reinforce the sheet. |
Mill labs report pulp blends by percentage of long vs short fiber and by freeness/refining targets that indicate how ready fibers are to form bonds. Coarseness and fibrillation measurements give converters an early read on downstream behavior during creping and embossing.
How fiber length shapes strength, softness, and absorbency
Long fibers bridge across the sheet and create continuous load paths; that produces higher tensile and tear strength and improves wet and dry durability. Short fibers pack tightly and create a smoother face—users perceive that as softness. Refining amplifies bonding for both fiber types but increases fibrillation, which shifts the balance between soft feel and loose fines.
- Strength: long fibers increase tensile/tear strength and resistance to delamination under stress.
- Softness: short fibers and fine fibrils create a uniform, low-friction surface; converting (creping/embossing) magnifies that effect.
- Bulk & absorbency: higher long-fiber content helps preserve bulk under load, supporting liquid uptake in towels and jumbo rolls.
- Dust & lint: short, weak fibers and highly fibrillated fines detach more easily during use and dispensing, elevating lint and airborne dust.
Manufacturing trade-offs: choosing blends for end use
Producers tune pulp blends and process levers to hit target cost-performance profiles. Using more short fiber reduces raw material cost and improves surface softness, but mills must offset lost strength with extra refining, wet-strength resins, or a fraction of long-fiber virgin pulp. Converting operations—creping, embossing, lamination—interact with fiber mix and can either mask or magnify linting issues.
- Typical blends: consumer toilet tissue and facial grades use hardwood for formation and softwood for reinforcement; ratios vary by ply count and GSM.
- Refining & chemistry: controlled refining increases fiber bonding; additives (wet-strength, dry-strength, softeners) tune functional gaps.
- Converting effects: creping improves stretch and hand feel but lowers strength and can raise lint; embossing adds compressible bulk and can trap fines differently.
- Cost vs performance: mills trade higher-cost long-fiber pulp for fewer process steps and lower lint, or accept more refining and additives to use cheaper short-fiber mixes.
Sourcing and sustainability: virgin pulp, recycled fiber, and lifecycle effects
Recycled fibers shorten with each re-pulping cycle; that reduces native strength and raises the fraction of fines and broken fibrils that detach as lint unless manufacturers blend in virgin long fibers or use performance additives. Virgin softwood provides the long, strong fibers that preserve durability and lower lint; sourcing certified supplies (FSC, PEFC) lets brands meet sustainability requirements without sacrificing functional performance.
- Recycled fiber limits: average length and coarseness decline with recycling cycles; manufacturers compensate with virgin long-fiber make-ups or chemical strength enhancers.
- Virgin fiber role: softwood virgin pulp supplies long fibers that maintain tensile strength and reduce linting; Top Source Hygiene and similar OEMs position 100% virgin wood pulp as the low-lint option for hospitality and critical-use markets.
- Design implications: to meet low-lint and high-softness specs, specify a controlled percentage of long-fiber virgin pulp, precise refining windows, and restrained creping/embossing parameters.
- Supply-chain notes: regional availability, certification demands, and pulp price volatility force manufacturers to balance environmental claims with end-use function when setting blend recipes.
Custom OEM Toilet Paper — Fast Supply

Why 100% Recycled Tissue Sheds More Dust (Broken Fibers)
Recycled streams produce shorter, fragmented fibers and fines during repulping and handling, which reduce inter-fiber bonding and increase the number of free ends that detach as lint and airborne dust.
Fiber length and fiber integrity
Recycled stock contains a higher proportion of short, fragmented fibers compared with virgin wood pulp. Short fibers create fewer contact points and weaker hydrogen bonds across the sheet, so the network holds together less tightly and releases loose ends under stress.
- Recycling cuts long fibers into shorter segments during repulping, deinking and refining, reducing average fiber length.
- Shorter fibers form fewer and weaker hydrogen bonds, lowering sheet cohesion and increasing propensity to shed.
- A higher count of free fiber ends at the surface increases the likelihood that individual fibers detach as lint or dust during use.
- Virgin wood pulp supplies longer fibers that interlock more effectively and reduce surface loose ends.
Mechanical processing: how production increases broken fibers
Every handling step in a recycled stream adds mechanical stress. High-energy unit operations fragment fibers into fines and microfibers; those small fragments act like particulate dust rather than structural components of the sheet.
- Repulping and high-energy refining shear fibers and generate fines—very small fibers and fragments that do not contribute to strength.
- Deinking and screening abrade fibers, especially when feedstock contains previously processed or coated materials.
- Repeated drying and rewetting in recycled streams makes fibers brittle and more prone to fracture during converting and use.
- Raising refining intensity can improve softness and formation but increases short fiber and fines content unless mills control the balance deliberately.
How broken fibers become airborne dust and lint
Loose, short fragments detach under mechanical action and then behave like airborne particulates: friction liberates them, airflow keeps them suspended, and electrostatic forces move them across surfaces and out of dispensers.
- Dispensing, tearing and wiping apply friction that pulls out weakly bound fiber ends from the sheet surface.
- Fibrillation—surface splitting of fibers—produces microfibers that separate far more easily than intact fibers.
- Small particle sizes and low mass allow fines to remain airborne longer and travel with restroom airflows, increasing visible dust.
- Static charge on sheets and on plastic dispenser components can attract or repel fibers, concentrating lint in predictable spots.
Practical mitigations and product choices to cut dust
Manufacturers and specifiers can reduce linting by adjusting fiber mix, refining strategy, sheet structure and finishing, and by controlling handling conditions from packaging through dispensing.
- Blend recycled fiber with a percentage of virgin pulp to raise average fiber length and bonding strength.
- Lower refining energy or use gentler refining profiles to limit fines while maintaining acceptable softness and absorbency.
- Increase sheet GSM or ply count so the structure traps loose fibers and reduces the relative surface area of free ends.
- Apply binders, strengthening additives or topical treatments to lock short fibers into the matrix and reduce detachability.
- Optimize finishing—calendering, creping and embossing—so surface fibrillation and loose fiber ends decrease rather than increase.
- Specify dispensers and secondary packaging that minimize internal friction and static during storage, transport and use.
- Run targeted tests—tissue lint assessments, airborne particle sampling, tensile and tear testing—when qualifying suppliers or product changes.

The Shearing Effect of High-Speed Dispenser Pulls
Rapid pulls concentrate tensile and lateral shear at perforations and dispenser edges, producing short fiber fragments that raise lint, airborne particulates, and mechanical wear inside dispensers and restrooms.
Mechanics of Fiber Shearing During Rapid Pulls
When users pull quickly, the sheet experiences two simultaneous loads: tensile stress along the pull direction and shear where the paper contacts dispenser lips and perforations. Pull velocity raises peak stress at weak points—perforation lines, ply interfaces and embossed zones—and the fiber-to-fiber bonds fail first at those loci. Sharp dispenser edges and small lip radii amplify lateral shear, cutting fibers instead of allowing a clean tear.
- Tensile vs shear: pulling stretches the sheet while contact edges introduce lateral shear that severs fibers.
- Stress concentration increases with speed, raising the probability of bond failure at perforations and ply interfaces.
- Edge sharpness and lip radius on dispensers act like blades; sharper edges raise local shear.
- Paper structure matters: weaker bonding, lower GSM, and short fibers shear more readily than long-fiber, well-bonded sheets.
- Environmental factors such as low humidity make fibers more brittle and prone to breakage under rapid pulls.
Impact on Fiber Length Distribution and Dust Generation
High-speed shearing shifts the fiber population toward shorter fragments and fines. Those micro-fragments no longer contribute to sheet strength or absorbency; instead they form lint that either settles inside the dispenser or becomes airborne and degrades perceived cleanliness. Repeated fast dispensing steadily increases the fraction of fines in the local environment.
- Shortened fibers and increased fines reduce tensile strength and can change absorbency behavior.
- Fines and micro-fragments become airborne or settle as visible lint on surfaces, affecting cleanliness and guest perception.
- Quantitative indicators: mean fiber length, percent fines, and airborne particulate counts rise after repeated high-speed dispensing.
- Products with longer fibers and stronger bonding produce fewer fines under equivalent dispensing conditions.
How Sheared Fibers Clog Dispenser Mechanisms
Broken fibers and fines migrate into the mechanical path and accumulate at predictable hotspots. Feed rollers, gear teeth, sensor housings and seals trap lint; under cyclic motion the dust compacts and turns abrasive, increasing friction and accelerating wear. Sensor contamination causes false triggers or missed feeds, which operators then correct manually—raising downtime and service costs.
- Deposition hotspots include feed paths, roller bearings, gear interfaces, and optical or IR sensors.
- Dust compacts under compression and acts abrasively, accelerating mechanical wear and increasing torque requirements.
- Sensor contamination causes false triggers or missed feeds, prompting manual intervention and downtime.
- Frequent high-speed use accelerates accumulation, shortening maintenance intervals and raising service costs.
Design and Operational Mitigations to Reduce Shearing
Cutting shearing requires both mechanical and material fixes. On the dispenser side, soften contact geometry, control feed speed and reduce friction at the tear point. On the material side, choose longer-fiber, better-bonded sheets that tolerate transient loads without producing fines. Combine those steps with operational changes—moderating pull speed, controlling humidity, and instituting scheduled cleaning—to reduce lint generation and downstream failures.
- Dispenser design: increase lip radii, add sacrificial low-friction sleeves, use controlled-feed rollers to moderate pull speed.
- Perforation and ply design: optimize perforation geometry and bonding to reduce stress concentration at tear points.
- Paper selection: prefer longer-fiber or premium blends and stronger ply bonding for low-lint environments—for example, long-fiber virgin pulp with higher ply-bond strength.
- Operational controls: recommend pull-rate limits, user training, and humidity control to keep fibers less brittle.
- Maintenance and testing: schedule regular cleaning of feed paths and sensors, run high-speed dispensing trials, and measure lint/fines as part of QC.

How Tissue Dust Jams Dispenser Gears Over Time
Short, broken fibers and fine particulate build up at gear hubs, compact into felt-like mats, increase friction and wear, and convert minor noise into recurrent stalls unless you change paper spec, enclosure design, or maintenance cadence.
Sources of tissue dust inside dispensers
Tissue dust originates where fibers break and edges shed: torn sheet edges, roll-cutting debris, and factory or packaging dust that rides into the dispenser during loading. Paper formulation drives the baseline shed rate—short fibers and recycled pulp mixes shed far more fine fragments than long-fiber virgin pulp. Low GSM and fewer plies raise shear at the tear line, producing more airborne particulate per pull, and aggressive pulling (quick jerks or repeated tugs) multiplies fiber fracture compared with steady pulls.
Site conditions amplify the problem. Humidity and contaminated surfaces make loose fibers tacky so they stick to housings and rotating parts instead of falling away, accelerating accumulation inside the mechanism.
| Failure Mechanism | Observed Effect | Mitigation (Top Source Hygiene) |
|---|---|---|
| Short/broken fibers and cutting dust entering the gearcase | Fibers compact into mats, raise friction, abrade teeth, cause skipped teeth, higher motor current and stalls | Specify 100% virgin long-fiber pulp, sealed gearboxes, lint screens at feed points, weekly inspections at high‑traffic sites, and PTFE/silicone lubricants sparingly |
How fiber compaction interferes with gear teeth
Loose fibers migrate to low-flow pockets around hubs and bearings where rotating motion compresses them into dense, felt-like mats. Under normal gear pressure those mats wedge between teeth and between gears and housing walls, reducing effective clearances and forcing misalignment during engagement. As mats abrade, they produce abrasive particulates that accelerate surface wear and round tooth profiles.
- Initial collection occurs at hub recesses and bearing flanges; repeated cycles compact the material into a cohesive mass.
- Material lodging at the tooth root prevents full engagement, producing torque spikes and sudden load shifts on the motor.
- Abrasive dust wears plastic gears faster, increasing backlash and the frequency of skipped or failed dispenses.
Role of dispenser speed, torque and repeated cycles
Higher dispense speeds raise shear forces at the tear point, so each pull generates more short fibers and dust. Heavy-traffic installations accumulate that dust quickly; cumulative exposure, not single pulls, drives failure. Torque transients from sudden stops or jams cause micro-cracks and material fatigue in molded gear teeth, making them more susceptible to obstruction on the next cycle.
Design choices change the failure envelope: insufficient motor torque margin turns small buildups into stalls, while clutches or torque limiters limit gear damage during jams but do not stop dust accumulation. A robust torque margin allows the mechanism to clear minor debris without triggering destructive transients.
Maintenance and design measures to reduce long-term jamming
Attack the problem on three fronts: reduce dust at the source, prevent ingress to the mechanism, and remove deposits before they compact. For source control, specify lower-lint papers—Top Source Hygiene’s 100% virgin long-fiber pulp and higher-ply constructions reduce short-fragment generation and provide cleaner tear edges. For enclosure design, use sealed or covered gearboxes and add simple mesh screens or lint traps at roll load points to stop loose fibers from entering the drive train.
- Inspection cadences: weekly checks for high-traffic sites, monthly for moderate traffic; watch for increased dispense noise, slower cycles, or visible lint buildup.
- Cleaning methods: remove lint with soft brushes, shop-vacuums, or short bursts of low-pressure compressed air; avoid solvent cleaners that degrade plastics.
- Lubrication: apply plastic-compatible, food‑grade silicone or PTFE-based greases sparingly to reduce friction and help dislodge trapped fibers without attracting dust.
- Service planning: schedule periodic part replacement (gear sets, idlers) on a time-or-cycle basis rather than waiting for catastrophic failure.
- Retrofit options: larger-diameter rolls or alternative feed paths reduce edge shear and lower per-pull dust generation; consider coreless heavy rolls (high-density solid rolls) for lower edge exposure.

Upgrading to Virgin Pulp or Premium Blends for Low-Lint Environments
Choose long, clean virgin fibers and controlled premium chemistries; they deliver the biggest, most predictable reduction in airborne lint without sacrificing strength or comfort.
Fiber Selection: Virgin Wood Pulp vs Recycled Fibers
Select raw fibers with attention to length and upstream cleanliness. Virgin softwood pulps supply long, intact fibers and far fewer fines than a typical recycled furnish, which often carries short fragments, stickies and ash that increase visible lint and airborne dust.
For low-lint specifications, manufacturers put very high virgin content at the top of the bill of materials and tightly control any recycled percentage. Also check the pulping method: kraft-produced virgin pulps preserve fiber integrity better than heavily mechanical processes, so specify pulps processed for minimal breakage and low residual fines.
Fiber Length and Lint Generation: Why Long Fibers Matter
Long fibers carry tensile load across the sheet and resist releasing into the air when users pull or rub the paper. When a furnish contains a larger share of short fibers or broken fragments, the population of loose ends grows and the product sheds more lint during handling and dispensing.
Control refining energy and monitor incoming pulp fiber length distribution to hit a target that balances strength, softness and lint control. Over-refining creates microfibrils and fines that increase surface area and dust generation; refine only to the point that preserves macro-fiber integrity while delivering the required hand-feel.
| Specification | Typical Recycled Stream | Top Source 100% Virgin Wood Pulp |
|---|---|---|
| Fiber length & fines profile | Higher proportion of short fibers and fines; more broken fragments and occasional contaminants that raise lint and dust. | Long softwood fibers, low fines, processed for cleanliness; engineered for minimal shedding and consistent low-lint performance. |
Premium Blends and Additives That Reduce Shedding
Design blends so long-fiber softwood carries the bulk of tensile load while a small hardwood fraction improves hand-feel without creating excess loose ends. Use surface sizing and cationic binders to lock surface fibrils in place and reduce the pool of loose fibers that become lint.
Apply strength aids and bonding polymers at controlled dosages to hold fibrils without creating stiffness. Consider enzymatic or targeted chemical treatments that reduce fibrillation during refining. Avoid heavy oil-based softeners that leave residues or interfere with dispenser compatibility; prefer water-dispersible chemistries designed for low-lint grades.
Production Controls and Quality Tests for Low-Lint Grades
Control every step that can break fibers or introduce fines. Strengthen screening and deinking upstream, set refining and drying parameters to limit mechanical damage, and optimize creping and doctor blade settings to minimize surface fibrillation. Keep converting tooling impeccably clean; cutting, embossing and winding can create loose edges if tooling accumulates fiber debris.
Validate performance with reproducible, operational tests and include lint metrics in supplier agreements. Specify acceptance criteria for fiber length distribution, ash and fines levels, and measured lint under simulated use. Pack and store finished rolls in sealed, dust-free packaging and dry, cool warehouses to prevent post-production dust pickup.
- Simulated dispenser lint tests that replicate pull speed and edge contact.
- Particle counts in controlled airflow to quantify airborne dust generation.
- Gravimetric lint pickup per unit area for surface shedding comparisons.
- Incoming pulp acceptance tests: fiber length distribution and fines/ash analysis.
- Supplier QAs that include measured lint performance and batch traceability.
Conclusion
Choosing low-lint tissue and matching dispenser settings cuts airborne lint, prevents dispenser gear jams, and keeps restrooms hygienic while protecting plumbing and extending equipment life.
Audit your facilities for lint hotspots and dispenser performance, or contact Top Source Hygiene for product specifications and free low-lint samples to find the right match for your sites.
Frequently Asked Questions
Why is there so much dust under my toilet paper dispenser?
The dust is mostly loose fibers and fines shed from the rolls plus degraded cardboard core particles. High traffic, friction from turning rolls, poor-quality or short-fiber paper (including many recycled grades), airflow from HVAC and static all mobilize and deposit those particles under the dispenser. Enclosed dispensers, scheduled vacuuming, switching to low-lint rolls and storing cases dry and upright dramatically reduce buildup.
How to stop commercial toilet paper from shedding lint?
Control shedding by selecting low-lint grades and formats and by reducing mechanical agitation: choose products made with longer fibers or with stronger fiber-bonding processes, higher tensile strength and appropriate ply; prefer center-pull or coreless jumbo rolls and fully enclosed dispensers; store rolls dry and rotate stock; request vendor lint test samples and run them in your dispenser before committing to large orders.
Does recycled toilet paper create more dust?
Generally yes: recovered and recycled fibers are shorter and produce more fines, so higher recycled content often correlates with increased lint and dust. Modern recycled products with improved bonding and additives can perform much better, so evaluate on a product-by-product basis using vendor samples and lint checks rather than assuming all recycled paper will be dusty.
Why does toilet paper dust jam dispenser gears?
Fine fibers collect in gear teeth, bearings, clutches and sensor openings, increasing friction and creating abrasive buildups that interfere with movement. Moisture or oils turn lint into a tacky paste that locks components. Prevention includes sealed or enclosed gearing, lint screens or shrouds, routine cleaning and using low-lint products and formats that minimize loose fibers.
Short fiber vs long fiber commercial tissue?
Short fibers (hardwoods and recycled fibers) give a softer hand but lower tensile strength, higher lint and more breakage at high-speed dispensers. Long fibers (softwoods, virgin fibers) provide higher tensile and burst strength, better integrity under mechanical dispensing and lower lint. For busy commercial restrooms that need low-lint, choose long-fiber or well-bonded blended grades.
Sourcing low-lint wholesale commercial toilet paper?
Work with established tissue manufacturers and distributors and require technical data and samples. Ask for percent recycled, fiber type, GSM, ply, tensile and lint performance, and request on-site samples to test in your dispensers. Consider coreless jumbo or center-pull lines, negotiate sample trials and a return or credit policy, and validate with simple on-site lint checks or particle counts before large purchases.
