 Skip to content
Skip to content ")
Hardwood vs Softwood choices directly affect machine runnability and production uptime, and the wrong pulp blend can cause frequent web breaks, higher waste rates, millions in lost output, and even regulatory or safety headaches on the shop floor.
This guide acts as a practical SOP for tissue manufacturers and procurement teams: we map the anatomy of wood pulp, show why long softwood fibers deliver tensile strength while short hardwood fibers provide bulk and plushness, outline blend targets for jumbo rolls, explain why 100% softwood feels rough, and provide spec-ready language and acceptance tests you can use when placing wholesale orders or tuning your machines.
The Anatomy of Wood Pulp in Tissue Manufacturing
Fiber length and fines content set the trade-off between tensile strength and surface softness; mills adjust blend ratio, refining energy, and creping to meet target tensile, absorbency, and hand metrics.
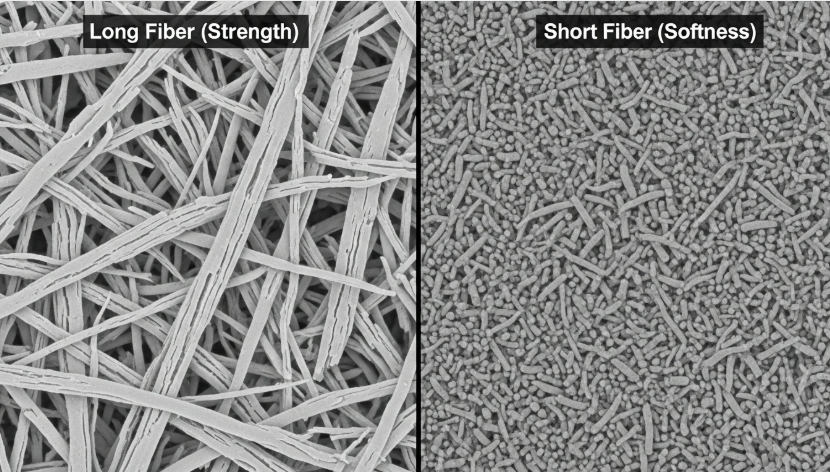
Softwood Pulp: Long Fibers for Ultimate Tensile Strength
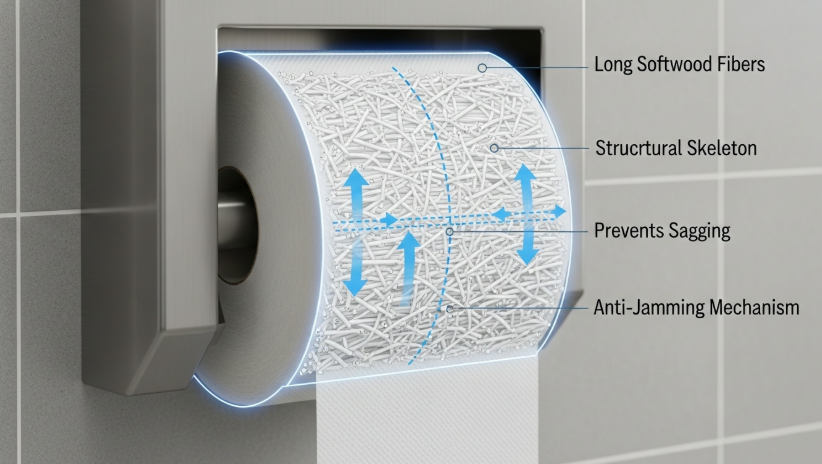
Softwood pulps (pine, spruce) deliver long cellulose fibers that interlock into a strong, cohesive web. That fiber length increases both dry and wet tensile strength, reduces tearing during winding and dispensing, and raises tear-resistance under heavy use—qualities commercial and jumbo-roll products need to minimize maintenance and dispenser jams.
Use softwood to add bulk and resilience in multi-ply constructions, but control refining: apply enough fibrillation to develop bonding without excessive cutting that shortens fibers and undermines strength. Expect higher raw-material cost for softwood; specify supply-chain requirements (FSC or equivalent) and lead-time buffers when you order to avoid sourcing disruptions.
Hardwood Pulp: Short Fibers for Plush Softness
Hardwood pulps (eucalyptus, birch) bring short, fine fibers that pack into a smoother surface and produce a softer hand. Short fibers create a more uniform pore structure, which improves first-drop absorbency and the perceived plushness consumers associate with facial tissues and premium toilet paper.
Because hardwood reduces tensile strength when used alone, mills combine it with strengthening processes—lighter refining, targeted creping, or bonding chemistries—to preserve softness while restoring necessary durability. Consider fast-growing hardwoods like eucalyptus if you need a lower land-footprint sustainable option with predictable yield.
The Golden Ratio: Blending Fibers for Jumbo Rolls
Manufacturers tune softwood/hardwood ratios to hit a specific balance for jumbo rolls used in airports, stadiums, and high-traffic facilities. Typical commercial blends sit between roughly 20/80 and 50/50 softwood/hardwood; raise the softwood share to prioritize tensile, core stability, and roll yield for dispensers under heavy throughput.
Beyond ratio, mills tune refining intensity, crepe geometry, and chemical additive levels to control stretch, absorbency, and surface hand. Specify performance benchmarks—tensile, burst, and absorbency—so the mill can recommend the exact blend and process settings that meet your dispenser reliability and cost-per-use targets.
Why 100% Softwood Commercial Toilet Paper Feels Rough
Sheets made exclusively from long softwood fibers frequently feel coarse because the long fibers form an open, fibrous surface with fewer microfibrils to smooth contacts with skin. The sheets flex less and do not conform to skin as readily, which users interpret as roughness.
Mitigate roughness by adding a controlled hardwood fraction, applying chemical softeners, or increasing creping amplitude to break fiber bundles and increase surface fines. For heavy-duty jumbo rolls where durability and low replacement frequency drive ROI, accept a firmer hand as an operational trade-off but document user expectations in procurement specs.
Specifying Pulp Blends for Your Wholesale B2B Orders
When you order at scale, give mills measurable targets rather than vague requests. Define the performance envelope, packaging and dispenser fit, and sustainability requirements up front so suppliers can engineer a pulp blend and process that meets your commercial constraints.
- Define performance targets: list tensile and wet-tensile targets, burst factor, TEA (tensile energy absorption), and first-drop absorbency goals so the mill can match blend and refining energy.
- Product parameters: state ply count, GSM per ply (use 13–22 g/m² per ply as a control range), roll diameter/yield, embossing compatibility, and dispenser/core dimensions.
- Sustainability and compliance: require certifications (FSC, recycled content levels), OBA-free confirmation, and any regional hygiene or FDA compliance clauses.
- Sampling and validation: request pilot rolls plus lab test data (tensile, TEA, burst, absorbency, disintegration/septic tests) and accept only batches that meet pre-agreed tolerances.
- Commercial terms: set MOQ, lead-time tolerances, pricing bands, and change control for formula adjustments after market feedback; require pre-shipment visual verification and batch traceability.
Softwood Pulp: Long Fibers for Ultimate Tensile Strength
Long, stiff softwood fibers (≈2.5–4.0 mm) drive tensile and tear strength by increasing bonded junctions and energy required for fiber pull-out, letting manufacturers trade basis weight for durability.
Fiber characteristics: length, diameter, and structure
Softwood fibers typically measure 2.5–4.0 mm versus hardwood fibers under ~1.5 mm; that extra length creates more contact points and bridging across the sheet, which raises tensile index and tear resistance. Larger fiber diameter and thicker cell walls give softwood fibers higher stiffness and load-bearing capacity, so tissues with high softwood content resist tearing under stress but will feel coarser unless downstream treatments adjust surface compliance.
Surface fibrillation increases effective bonding area; mills control fibrillation through refining intensity to tune the balance between strength and bulk. Fiber curl and flexibility also matter: raw softwood fibers tend to be less conformable than hardwood, so mills modify their geometry through refining and wet-pressing steps to improve formation and handfeel.
Pulp types and production processes that preserve length
Choose the pulping route to protect fiber length: kraft (chemical) pulping removes lignin while retaining fiber integrity and therefore remains the industry standard when strength matters. Mechanical and high-yield pulps generate fines and effective shortening, which increases bulk and opacity but reduces tensile performance. Bleaching sequences and oxygen delignification that use milder chemistry limit fiber damage and preserve tensile capacity.
Mill-level controls—refining intensity, screened fraction management, and fractionation—let engineers increase bonding where needed without destroying the long-fiber network. That lets product teams target specific strength-per-gram metrics for commercial and industrial formats.
| Metric | Industry Typical — Softwood Pulp | Top Source Hygiene — Softwood Spec |
|---|---|---|
| Core technical profile | Fiber length ~2.5–4.0 mm; higher diameter and cell-wall thickness; commonly kraft-pulped for strength; moderate refining for fibrillation; higher raw-material cost than hardwood. | 100% Virgin long-fiber softwood; kraft pulping with controlled refining; brightness 85–92% via fiber selection (OBA-free); engineered for high tensile and rapid disintegration; configurable GSM/ply 13–22 g/m². |
How softwood fibers increase tensile and tear strength in tissue grades
Long softwood fibers form more bonded junctions per unit area and span defects, which lifts tensile strength for a given basis weight. When a tear initiates, long fibers bridge the crack and demand higher pull-out energy, improving tear resistance—critical for jumbo rolls, industrial towels, and high-traffic dispensers.
Manufacturers exploit this by increasing softwood content to reduce basis weight while holding strength, lowering cost-per-use for B2B customers. Refining and creping present design levers: moderate refining raises bond strength without cutting fibers, and creping adds extensibility and perceived softness while preserving the long-fiber network.
Trade-offs: softness, absorbency, and production cost
High softwood ratios improve durability but lower perceived softness and, without compensating structure, reduce absorbency because stronger bonding collapses bulk. Producers offset these effects with creping patterns, embossing to restore bulk and capillarity, or blending in hardwood fibers to soften the hand.
Cost drivers include premium pricing for long-fiber softwood species, higher energy and chemical demand for kraft pulping, and extra process steps to reach target softness. Product teams select blends and process recipes to meet performance and margin targets for each market segment.
Sourcing, certifications, and sustainability aspects
Major softwood pulp sources include Canada, Scandinavia, northern U.S., Russia, and parts of China; regional supply affects lead times and landed cost. Offerings with FSC or PEFC certification help customers meet sustainability requirements in hospitality and institutional channels.
Use lower-impact bleaching (oxygen, ozone, optimized ECF) to reduce environmental load while preserving fiber length. Plan procurement around seasonal log availability and mill capacity to ensure consistent fiber mixes and delivery reliability for wholesale orders.
Custom OEM Toilet Paper, Fast Delivery

Hardwood Pulp: Short Fibers for Plush Softness
Short, fine hardwood fibers (≈0.5–1.5 mm) raise surface contact and perceived softness by increasing bulk and fines, while reducing tensile strength—mills tune refining and blends to meet target softness, absorbency, and durability.
Fiber characteristics of hardwood pulp
Hardwood pulps come from broadleaf species and yield short, fine fibers that typically measure 0.5–1.5 mm. Those short fibers create a denser fiber network, increase surface contact area, and deliver a plush hand feel that tissue producers leverage for facial tissues and premium toilet paper.
Hardwood fiber chemistry and higher fines content boost absorbency and sheet uniformity but reduce tensile and tear strength compared with long softwood fibers. Mills accept that trade-off when softness and appearance matter more than maximum wet or dry strength.
| Parameter | Typical Hardwood Pulp | Top Source Hygiene — Hardwood Options |
|---|---|---|
| Key specs | Fiber length 0.5–1.5 mm; higher fines; favors bulk, smooth surface, and absorbency; lower tensile/tear strength; common in facial and premium toilet tissue. | Available as 100% virgin hardwood pulp variants; OBA-free options; brightness ~85–92%; ply GSM control 13–22 g/m² per ply; engineered for rapid disintegration and hospitality-grade softness. |
How fiber length influences softness and strength
Fiber length sets the mechanical baseline: short hardwood fibers pack tightly and raise surface contact, which users perceive as softer. Long softwood fibers bridge between fibers and provide tensile and burst resistance that short fibers cannot deliver alone.
Mills control the trade-off with blending ratios, refining intensity, creping patterns, and ply count. For example, a 70:30 hardwood:softwood blend produces a noticeably softer sheet than a 50:50 blend, while adding another ply or increasing crepe amplitude can recover some strength without losing hand feel.
Common hardwood species and sourcing
Producers source hardwood pulp from species with very short, fine fibers: eucalyptus, birch, acacia, and poplar appear most often. Eucalyptus stands out for premium softness because its fibers are both very short and fine, and plantations deliver consistent supply and fast rotation.
Major supply regions include South America, parts of southern Europe, and plantation areas across Asia. Commercial buyers increasingly require chain-of-custody (FSC/PEFC) to satisfy retail and hospitality procurement standards and to support traceable, sustainable sourcing.
Pulp processing and bleaching considerations
Refining hardens the softness versus strength balance: mechanical refining increases fiber flexibility and bonding but raises fines and can lower perceived bulk. Millers set refining energy to hit specific softness and wet/dry strength targets for each SKU.
Bleaching routes matter for regulatory and market needs. Many buyers accept elemental chlorine-free (ECF) bleaching; eco-sensitive accounts ask for totally chlorine-free (TCF) or minimal chemical routes and often reject optical brighteners. Controlling extractives and ash improves odor profiles and converting yield on high-speed converting lines.
Applications and market trends (2026)
Hardwood pulp remains central where softness drives purchasing decisions: facial tissues, premium household toilet paper, and high-end napkins. Commercial jumbo rolls and heavy-use towels, however, require more softwood content or higher ply counts to meet durability targets.
By 2026 buyers push for certified hardwood supply, transparency on bleaching chemistry, and cost-per-use optimization. Mills focus R&D on optimized blends and process controls that reduce fiber cost while preserving the plush hand hotels and retailers expect.

The Golden Ratio: Blending Fibers for Jumbo Rolls
For commercial jumbo rolls, a 70:30–80:20 softwood:hardwood blend typically delivers the best trade-off between dispenser reliability, tensile strength, and acceptable softness for high-traffic facilities.
Why fiber blending matters for jumbo rolls
Blending softwood and hardwood pulp lets manufacturers tune four operational outcomes simultaneously: tensile/tear strength, perceived softness, bulk/absorbency, and machine runnability. Long softwood fibers give the roll structural integrity needed for high-speed dispensers and long maintenance intervals, while short hardwood fibers increase sheet bulk and the soft hand-feel end users expect in public venues.
Pick a blend with the intended dispenser and service interval in mind: custodial teams prefer mixes that reduce roll changes and jams; facility managers prioritize cost per use and user perception. Specify measurable targets—tensile (N/m), stretch (%), absorbency (g/g), and sheet count—so procurement and production align on performance, not just fiber percentages.
Common softwood:hardwood ratios and their effects
Manufacturers standardize around a few ratios because small percentage shifts produce measurable changes in sheet behavior. 100% softwood maximizes strength and minimizes linting but feels coarse. Roughly 70:30 to 80:20 (softwood:hardwood) remains the industry workhorse for jumbo rolls: it keeps strength high while delivering reasonable bulk and user comfort. Moving toward 50:50 increases softness and absorbency but lowers tensile strength, so you must adjust dispenser specs or accept shorter run lengths.
- 100% softwood — maximum tensile and low lint; best for demanding, continuous-run dispensers.
- 70:30–80:20 — balanced strength, acceptable softness and bulk; the practical default for most commercial jumbo rolls (see TSH-JRT08 model targets).
- 50:50 — softer and more absorbent but weaker; suitable when user comfort beats extreme durability.
- Higher hardwood share — raises perceived thickness and bulk, which can reduce sheet count per roll and require dispenser re-calibration.
Production variables that interact with fiber blends
You cannot treat fiber blend as the only lever. Mills control final properties through refining, wet-end chemistry, creping, embossing, and calendering. For example, heavier refining increases fiber bonding and tensile but reduces bulk; clever creping patterns recover some bulk and improve hand-feel without changing the pulp mix.
- Refining (freeness/CSF) — increase refining to raise tensile; accept lower bulk.
- Additives — wet/dry-strength resins, starches, and softeners let you offset blend weaknesses.
- Creping & embossing — change stretch, absorbency, and hand-feel; use patterned crepe to mimic higher hardwood content.
- Machine settings — headbox consistency, forming fabric, Yankee doctor angle, and calender pressure translate pulp behavior into sheet performance; log settings when you change blends.
Sourcing, cost, and sustainability trade-offs
Specify blend performance and sustainability requirements together. Virgin softwood and hardwood prices vary by region; mills recommend diversifying suppliers to reduce exposure to regional shortages. Certification (FSC/PEFC) increases cost but unlocks buyers in regulated markets. Consider recycled or alternative fibers (bamboo, bagasse) only after you plan for higher refining or additive use to recover strength.
Write procurement specs that pair measurable targets (tensile, stretch, absorbency, sheet count, roll weight) with traceability and compliance demands. For Top Source Hygiene jumbo models like TSH-JRT08, state whether you require 100% Virgin Wood Pulp, OBA-free processing, and target roll weights (for example 5000g bundles) so mills can quote blends and process changes that meet both performance and sustainability goals.
Why 100% Softwood Commercial Toilet Paper Feels Rough
Long, stiff softwood fibers create a firmer, higher-friction sheet surface that increases perceived roughness while delivering superior tensile and wet strength.
Fiber Characteristics: Long, Stiff Softwood Fibers and Surface Texture
Softwood pulp supplies fibers that run noticeably longer (measured in millimeters) and have higher bending stiffness than hardwood fibers. Those traits make the sheet structure firmer: long fibers bridge voids instead of collapsing, which raises surface roughness and reduces conforming contact area against skin. Mills trading softness for strength will favor this fiber profile in commercial grades.
- Softwood fibers run longer and resist bending, increasing surface roughness and tactile stiffness.
- Long fibers bridge gaps in the sheet rather than collapse, so the paper feels less plush.
- Exposed fiber ends and microfibrils on the surface raise friction against skin, which users register as coarse.
- Sheets built from softwood show higher wet strength and tensile strength, a direct trade-off with perceived softness.
Absence of Short Hardwood Fibers: Less Filling, Less Cushion
Hardwood fibers are shorter and more flexible; they pack and interlock to fill surface voids and create a cushiony hand. A 100% softwood construction lacks that filling action, so the same ply count produces a firmer, denser feel. For tissues where comfort matters, manufacturers deliberately add hardwood fiber to soften the hand.
- Short hardwood fibers nest between long fibers and smooth the surface, reducing protruding tips.
- Hardwood increases bulk and compressibility, so sheets feel cushioned under pressure.
- Without hardwood, identical ply counts result in a firmer, less forgiving hand.
Process Factors That Affect Hand Feel: Creping, Calendering and Softeners
Finishing steps and additives change how the underlying fiber geometry feels at the surface. Creping, calendering, embossing, and softener application all move the needle between strength and plushness. Commercial-grade rolls frequently receive lighter softness treatments so mills keep line speed and absorbency, and that restraint leaves a coarser final product.
- Creping controls stretch and microfolds; lower crepe percentages yield a stiffer sheet.
- Calendering smooths fibers but compresses bulk; mills balance pressure to preserve durability over plushness.
- Producers often avoid lotion or silicone softeners and heavy embossing in commercial grades to save cost and retain absorbency.
- Embossing pattern and ply bonding shape perceived softness; simple embossing on 100% softwood reads firmer than multi-ply, heavily embossed structures.
Commercial Specifications and Cost Trade-offs: Why Manufacturers Use 100% Softwood
Manufacturers select 100% softwood for predictable strength, consistent performance in high-capacity dispensers, and lower process complexity. That strategy maximizes roll yield and durability for high-traffic venues, but it produces a product that feels rougher to touch. When buyers prioritize longevity and cost per meter, softwood-only constructions make commercial sense.
- Softwood-only formulations deliver higher tensile and tear strength, suited to jumbo rolls and dispenser systems.
- Using a single fiber type simplifies sourcing and processing, which reduces raw-material and manufacturing costs.
- Procurement teams for airports, factories, and stadiums prioritize durability and roll yield over premium softness.
- If clients need softer hand feel, suppliers can offer hardwood blends, higher ply counts, lotion or silicone finishes, or adjusted crepe and embossing settings to shift the balance toward comfort.
Specifying Pulp Blends for Your Wholesale B2B Orders
Specify fiber ratio, GSM tolerances and test methods up front — the pulp mix determines roll geometry, converting efficiency and the real cost per use for commercial tissue lines.
Why pulp blend matters for B2B tissue products
Your fiber mix controls three commercial levers at once: tactile performance (softness and lint), functional strength (tensile and tear resistance), and raw-material yield (finished roll diameter and meters per roll). For high-traffic dispensers and jumbo rolls, prioritize long softwood fibers for sheet integrity; for premium guest amenities and facial tissues, increase hardwood content for bulk and a softer hand. Mixing recycled pulp lowers material cost and sustainability footprints but changes brightness, lint and may require higher basis weight to hit the same feel.
Specify the blend with use-case in mind: a hotel guest roll needs a different fiber balance and certification set than an airport jumbo roll. Call out certifications, OBA restrictions and rapid-disintegration or septic-safe requirements in the RFQ so mills quote realistic formulations and conversion yields.
| Parameter | Typical Industry Range | Top Source Hygiene Example |
|---|---|---|
| GSM / Ply / Fiber ratio / Brightness / Claims | Toilet tissue single-ply ~12–20 g/m²; common blends 30/70 to 70/30 (HW/SW); brightness 80–92%; recycled content 0–50% | TSH targets 13–22 g/m² per ply; customizable fiber ratios (example 60/40 HW/SW); brightness 85–92%; 100% Virgin Wood Pulp option; OBA-free and septic-safe |
Common pulp blend recipes and performance trade-offs
100% hardwood gives a plush, bulky sheet that customers read as soft, but it yields low tensile strength and can fail in high-capacity dispensers. 100% softwood produces strong, low-lint rolls suited to jumbo and industrial towels, but the sheet feels firmer. Standard industry recipes sit between those extremes: 70/30 hardwood/softwood shifts the feel toward consumer softness while adding necessary strength; 50/50 balances durability and hand-feel for general-purpose commercial ranges.
If you add recycled pulp (e.g., 30% post-consumer), expect lower brightness and potentially higher lint—compensate with increased basis weight or processing (creping, embossing) and consider additives. Use low-dose wet-strength resins only when you require wet integrity for dispenser or industrial use; they change dissolvability and require explicit specification in the contract.
Specifying technical parameters: GSM, ply, fiber ratio, and additives
Put numeric targets in the RFQ. State GSM per ply and combined GSM (example: single-ply 15 g/m² targeting a finished 2-ply roll at 30 g/m² ±8–10%). Give a target fiber ratio (example: 60/40 HW/SW) and an acceptable variance band (±5–10%) so converters maintain roll diameter and tensile targets. List prohibited compounds (no OBAs/fluorescent whiteners) and required dosages for allowed chemistries (e.g., wet-strength resin < X% active).
Require mechanical targets and test methods: tensile (N/m) using TAPPI T494, burst factor per TAPPI T403, absorbency/time-to-wet and lint testing with defined pass/fail thresholds. Ask suppliers to attach sample test reports for each production lot and to re-sample if they alter raw material sources or process chemistries.
Quality control and supplier selection for pulp blends
Vet mills by documentation and process transparency. Require mill Certificates of Analysis for each pulp lot, chain-of-custody evidence (FSC/PEFC) if you claim certified content, and management-system certificates such as ISO 9001. Insist on pre-shipment samples and independent lab tests against the contract test methods; specify acceptance criteria and rejection remedies in the purchase agreement.
- Lot traceability: require COAs tied to raw material lot numbers and a corrective-action timeline for out-of-spec batches.
- Change control: mandate written supplier notice plus re-sampling if they propose temporary substitutions (e.g., adding recycled pulp).
- Commercial terms: negotiate MOQ, lead time penalties, and contingency for raw-material volatility.
- Pilot run: approve finished-goods samples and a full pilot carton before greenlighting container shipments; include warranty and rejection terms for nonconforming lots.
Conclusion
Choosing the right mix of softwood and hardwood pulp determines tensile strength, softness, and dissolvability, and it drives product performance, customer satisfaction, and compliance with regional plumbing standards. Correct pulp specification also extends dispenser life and reduces service calls and product returns.
Audit your current product specs and usage profiles to confirm the fiber blend matches traffic levels and plumbing requirements. Contact Top Source Hygiene for technical data, batch color consistency details, and sample rolls to validate performance before placing wholesale orders.
Frequently Asked Questions
What kind of wood is used for commercial toilet paper?
Commercial toilet paper is typically produced from a blend of softwood and hardwood pulps: softwoods (pine, spruce, fir — commonly supplied as NBSK) provide long fibers for strength, while hardwoods (eucalyptus, acacia, birch) supply short fibers for softness, bulk and absorbency. Recycled fiber and mechanical pulps (CTMP) are also used in lower-cost or specialty grades.
Hardwood vs softwood pulp in tissue making?
Softwood fibers are longer and provide higher tensile strength, tear resistance and structural integrity; hardwood fibers are shorter and yield a smoother, softer, more absorbent sheet with greater bulk and opacity. Tissue makers balance the two to achieve target strength, softness and bulk while controlling cost and machine runnability.
Why is short fiber pulp used in toilet paper?
Short fiber pulp (hardwood/eucalyptus) is used because short fibers create a denser, smoother and softer surface, improve bulk and absorbency, reduce lint and allow stronger creping and embossing—key for the soft hand consumers expect—while keeping basis weight and production cost efficient.
What makes commercial jumbo rolls strong?
Jumbo roll strength is driven by fiber mix (higher long-fiber softwood content improves tensile), proper refining to increase fiber fibrillation and bonding, basis weight and caliper, ply bonding and embossing, plus correct winding tension and core quality. Chemical dry-strength additives (cationic starch) boost dry tensile; wet-strength resins increase durability but will reduce dissolvability.
How to choose the best pulp blend for wholesale tissue?
Choose a blend based on product category and priorities: for premium bath tissue favor high hardwood (eucalyptus) for softness with 20–40% softwood (NBSK) for strength; for economical or commercial-grade rolls increase softwood to 40–60% or add CTMP/recycled fiber for bulk and cost savings. Run pilot trials to measure tensile, tear, absorbency, softness, lint and dissolvability, then tune refining, creping, embossing and additives to meet performance and cost targets.
Does fiber length affect toilet paper dissolvability?
Yes — fiber length influences dissolvability: longer softwood fibers form stronger inter-fiber bonds and can slow disintegration in water, while short hardwood fibers tend to break apart faster. However, dissolvability is also strongly affected by wet-strength resins, ply construction, creping and additives, so formulation and process choices must be optimized for septic-safe products.
