")
The Yankee Dryer sits at the heart of tissue production, and a single malfunction can trigger six-figure hourly losses from lost throughput, product rejects, and emergency repairs. Many mills still treat the dryer as a black box, running with worn shells, misaligned doctor blades, or incorrect heat profiles that produce wrinkles, inconsistent softness, and higher waste. Those failures drive unplanned downtime, customer complaints, and shrinking margins for operations that rely on predictable output.
This guide functions as a practical technical SOP: we start at the wet end and follow the tissue web into the Yankee dryer cylinder, explain flash drying that removes most of the water in milliseconds, and break down the doctor blade creping step that adds micro-stretch and determines softness. You’ll get clear checks, target measurements, common failure modes, and the procurement criteria mills should use when specifying modern machinery so engineering, quality, and sourcing teams can reduce risk and stabilize output.
The Wet End: Forming the Initial Tissue Web
Precise wet-end control—fiber mix, refining energy, and headbox flow—sets formation, basis-weight profile, and how the sheet will respond to creping on the Yankee.
Pulp Preparation and Stock Flow
Start with the right fiber recipe: mills combine virgin long-fiber pulp with measured percentages of recycled fiber or specialty additives to hit target softness, tensile strength, and absorbency. Operators tune mechanical refining to control fiber fibrillation and flexibility; increasing refining energy raises tensile and reduces bulk, while lighter refining preserves bulk and a softer hand.
Keep the stock clean and consistent before it reaches the headbox. Screening and centrifugal cleaners remove knots and heavy contaminants that otherwise damage the headbox or form defects. Targeted whitewater recovery preserves fines and improves yield but requires fines-recovery hardware and solids control to avoid deposit problems.
- Set stock consistency in the 0.2–1.0% solids range for tissue forming; use continuous consistency meters plus dilution loops to absorb upstream variation.
- Specify refining energy per tonne as a target (kWh/t) and monitor freeness/Schopper-Riegler to lock process windows for bulk vs. strength.
- Place centrifugal cleaners and screens ahead of the headbox; log differential pressures to spot blinding before it impacts formation.
- Design whitewater loops with fines recovery and a back-up clarifier to maintain fiber retention while protecting process water quality.
Headbox and Wire Forming
The headbox controls flow distribution across the machine width and initiates drainage that defines the sheet’s microstructure. Adjust slice lip and flow-control zones to correct basis-weight profile faults. Choose a former type—Fourdrinier, crescent, or twin-wire—based on the desired balance of formation, bulk, and MD/CD strength.
Manage turbulence carefully: introduce enough turbulence for even fiber dispersion but avoid excess shear that throws fines and degrades formation. Use suction boxes, foils, and strategically placed showers to shape the drainage curve and protect the fiber network during initial water removal.
- Tune slice lip opening and headbox dilution per a basis-weight scanner profile; small lip changes often correct CD edges and centerline drift.
- Select the former to match product: Fourdrinier yields good formation, crescent preserves bulk, twin-wire speeds dewatering for higher throughput.
- Control headbox turbulence with adjustable inlet jets or turbulence generators; correlate turbulence settings with formation index readings to avoid fines loss.
- Profile initial drainage using staged suction boxes and foils to shape MD/CD tensile ratios before the press and Yankee stages.
Retention Aids and Chemical Additives
Use retention systems and additives to balance runnability, sheet strength, and hand. Cationic polymers plus microparticle systems improve fines and filler retention and reduce whitewater load. Add strength agents like cationic starch or PAE resins where tensile or wet strength needs a boost, while monitoring for stiffness trade-offs.
Apply softeners and debonders selectively: they lower fiber-fiber bonding to increase perceived softness but can reduce strength and absorbency if overdosed. Control dose and injection point to get the effect where it matters most, not just bulk-mix dosing.
- Implement a two-stage retention strategy: primary cationic polymer at the machine chest plus microparticle system near the headbox for stable fines capture.
- Meter strength agents against laboratory tensile targets; adjust in real time to avoid over-chemicalizing the sheet.
- Dose softening agents at the headbox or short loop for uniform distribution; validate with hand-feel panels and wet-strength tests.
- Keep surfactants and defoamers at minimum effective levels and inject upstream of screens to prevent local overdosing and drainage anomalies.
Formation Quality and Online Controls
Measure formation continuously and act fast. Key metrics include basis-weight profile, formation index, moisture profile, CD/MD tensile ratio, and filler distribution. Feed real-time sensor data into control loops that adjust slice opening, dilution, headbox turbulence, and vacuum boxes to correct deviations before they scale into rolls.
Combine automated control with periodic lab validation. Use optical formation meters, basis-weight scanners, and moisture sensors for fast feedback and run lab formation, tensile, and absorbency tests to validate sensor trends and refine recipes.
- Install optical formation meters and basis-weight scanners across the machine width and link them to PID loops for slice and dilution correction.
- Run scheduled lab sampling—formation, tensile, and absorbency—and update control setpoints when lab results diverge from online sensors.
- Troubleshoot streaks and voids by checking showers, headbox chamber seals, and chemical feed points; use a root-cause checklist to isolate mechanical, chemical, or raw-material sources.
- Log changes and outcomes: tie process adjustments to roll-level quality metrics so teams learn which interventions deliver repeatable improvements.

What is the Yankee Dryer Cylinder?
The Yankee dryer is the steam-heated drum that removes most of the web moisture and, via controlled creping, locks in bulk, softness and extensibility as the tissue exits the dryer section.
Basic function and role in tissue production
The Yankee dryer serves two simultaneous roles: it conducts the bulk of thermal drying and it provides the adhesive surface for creping. After the press section leaves the web with roughly 40–50% solids, the web wraps the heated cylinder and engineers evaporate the remaining water primarily by conduction from saturated steam inside the shell and assisted impingement air hoods. When the web reaches target moisture, the doctor blade scrapes the sheet off the surface and creates the micro-folds that deliver bulk, softness and machine-direction stretch.
- Heated steel or cast shell provides a very large contact area for evaporation and rapid heat transfer.
- The doctor blade and coating interaction produces crepe geometry that determines hand, bulk and stretch.
- Operators use the Yankee to control final moisture setpoint, surface texture and sheet tensile performance before winding.
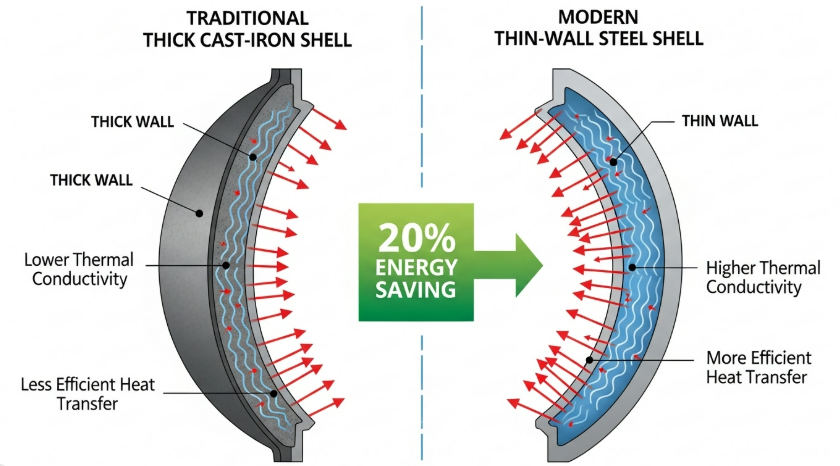
Design evolution: cast iron to steel
Manufacturers shifted from heavy cast-iron cylinders to engineered steel shells to gain higher strength-to-weight ratios and improved thermal performance. Steel allows thinner shells and larger diameters, which increase dwell time per revolution and evaporation per pass. Switching materials forces design changes: teams address dynamic balance, updated mounting hardware and controlled expansion joints to prevent vibration and thermal stress problems.
In practice, mills that retrofit or buy steel Yankees accept a different maintenance profile: they trade lower mass and faster thermal response for tighter tolerances on balancing and casing. When teams plan conversions, they update bearing systems, monitoring, and safety margins to capture the performance gains without creating reliability regressions.
| Feature | Cast-Iron Yankee | Steel Yankee |
|---|---|---|
| Typical specs and operational implications | High mass and inertia; proven longevity; common O.D. historically ~6 m (19.5 ft); slower thermal response; tolerant of mechanical shocks but limits practical diameter growth. | 25–30% lower weight versus cast iron; enables larger diameters (now >8 m / 26+ ft on high-capacity machines), thinner shells and faster heat transfer; requires precise balancing and thermal-expansion management; can deliver up to ~20% energy efficiency gains when integrated with optimized steam systems. |
Key performance features: size, coatings, and creping stability
Modern Yankees prioritize larger diameters, engineered surface chemistries and robust creping interfaces to keep crepe geometry stable at increased speeds. Larger diameter shells lengthen dwell time and reduce peak steam demand per metre of web, letting mills raise throughput without overloading drying capacity. Coatings play a functional role: they tune adhesion, control release during creping and protect the shell from abrasion and chemical attack.
- High-capacity machines now use diameters that commonly exceed 26 feet to boost evaporation per revolution.
- Specialized coatings determine sticking/release windows; consistent coating life stabilizes crepe pattern and lowers variability in softness.
- Surface finish and coating chemistry directly affect crepe amplitude, tensile results and finished hand; track coating thickness and hardness as routine KPIs.
Energy optimization and operational reliability
Operations teams focus on lowering fuel use and maximizing uptime. Integrating condensate recovery, heat-exchanger heat-reclaim and hybrid heating (biofuel plus steam) reduces fossil fuel dependence and cuts steam demand. On the reliability side, designers simplify access for bearings, blade positions and coating application so crews perform intervention without long lockouts.
- Adopt condensate extraction and closed-loop heat recovery to reclaim latent heat and reduce make-up steam.
- Monitor thermal cycles and vibration with inline sensors to detect coating failure, imbalance or blade-induced shock before they force downtime.
- Design for maintainability: provide service platforms, modular casings and accessible steam piping to shorten repairs and protect production targets.
Factory-Direct OEM Toilet Paper Solutions

Flash Drying: Removing 95% of Water in Milliseconds
Flash drying uses focused high heat flux and directed gas jets to strip the web of free water in milliseconds, allowing producers to boost line speed and shrink dryer footprint while preserving core fiber integrity when properly controlled.
How Flash Drying Works: Principles and Mechanisms
Flash drying combines concentrated energy input and aggressive convective transfer to evaporate surface and interstitial water almost instantly. The web moves through a high-temperature, high-velocity gas field or radiant zone; a sharp thermal gradient at the surface forces rapid vapor formation and outward mass transfer so the sheet crosses from a wet state to a thin-moisture state in milliseconds to low seconds.
- Mechanism: Intense heat plus high-velocity air or radiant energy drives surface evaporation and convective mass transfer that removes free (unbound) water quickly.
- Time scale: Residence time in the flash zone runs from milliseconds up to a few seconds, depending on line speed and target moisture.
- Moisture removed: Flash systems strip most free water; bound and deep internal moisture still need downstream bulk drying.
- Thermal gradients: A steep temperature gradient at the web surface causes fast vapor formation and expulsion toward the exhaust.
- Interaction with other dryers: Use flash drying to lower incoming moisture before Yankee or other bulk dryers, reducing overall dryer load.
Key Equipment: Nozzles, IR Emitters, and Control Systems
A practical flash line pairs focused heaters with directional delivery hardware and a control layer that matches energy to speed and product sensitivity. Choose hardware by matching required heat flux, impingement effectiveness, and process safety features—then close the loop with inline sensors and automation for repeatable results.
- Heat sources: Impingement nozzles, infrared (IR) emitters, and high-velocity hot-air manifolds cover most use cases; select by response time and surface penetration needs.
- Delivery hardware: Directional nozzles or hood geometries concentrate energy on the web while limiting bypass losses and cross-web variability.
- Sensors and control: Inline moisture meters, surface temperature probes, and PLC/SCADA systems link heater output to web speed for closed-loop stability.
- Safety and filtration: Install exhaust handling, spark detection, and particulate filtration to manage combustion risk and airborne solids.
- Modularity: Use modular heater banks so operators tune capacity and energy input per product grade without full-line rework.
Process Parameters: Web Speed, Heat Flux, and Energy Use
Operators tune web speed, exposures, and heat flux to reach a moisture setpoint without damaging fibers. You can trade time for power—higher speeds need higher flux or improved impingement efficiency—but that raises energy use and risk to product quality unless you implement staged heating and recovery measures.
- Web speed vs. exposure: Faster lines reduce exposure time; compensate by boosting heat flux or focusing impingement to maintain moisture removal.
- Heat flux control: Adjust emitter power, air temperature, and jet velocity to evaporate water without overheating the fibers.
- Energy efficiency: Stage drying, recover heat from exhaust, and use targeted impingement to lower specific energy per ton of water removed.
- Process stability: Link moisture sensors directly to heater controllers so the system corrects for speed changes and feed variability.
- Trade-offs: Aggressive settings increase throughput but can raise fiber brittleness, lower softness, and increase web breaks if you push beyond material limits.
Effects on Tissue Quality: Softness, Strength, and Creping
Flash drying alters surface temperature and micro-topology, which changes how adhesives and the doctor blade behave at the Yankee. Properly tuned, flash drying raises productivity with minimal quality impact. Push it too far and you increase fiber-to-fiber bonding, reduce elongation, and change pore structure—outcomes that show up as firmer hand and altered absorbency.
- Surface condition: Fast surface drying can stiffen the outer layer and change adhesive pick-up behavior on the Yankee.
- Creping impact: Lower incoming moisture changes doctor blade interaction and crepe geometry, shifting bulk and stretch characteristics.
- Mechanical properties: Over-drying reduces elongation and raises tensile strength through tighter fiber bonding, which may harm perceived softness.
- Absorbency and porosity: Rapid surface drying can densify surface pores; tune settings to retain target absorbency.
- Process tuning: Apply incremental changes and run lab-scale sampling to lock in sensory and functional targets before full production.
Applications, Benefits, and Limitations
Manufacturers deploy flash drying on high-speed tissue lines, nonwovens, and any process that needs a short drying footprint or a rapid moisture step before creping, embossing, or laminating. The method compresses dryer length and supports higher line speeds, but it requires capital, precise controls, and disciplined start-up procedures to avoid quality regressions.
- Primary applications: High-speed tissue machines, flash-off before creping, and web stabilization before converting steps.
- Benefits: Short drying zones, higher throughput, smaller footprint, and quick process response to setpoint changes.
- Limitations: Higher capital cost, tight control requirements, and potential for surface overheating or fiber damage if misapplied.
- Integration needs: Pair flash drying with bulk dryers, staged moisture profiling, and crepe/adhesive tuning to protect final product metrics.
- Operational advice: Start conservatively, validate on pilot runs, and scale energy settings with incremental steps rather than large jumps.
The Doctor Blade: Creping the Paper for Micro-Stretch
Precise blade material, edge geometry, and holder repeatability convert Yankee adhesion into predictable micro-crepe that sets softness, bulk, and downstream converting reliability.
Doctor Blade Design and Materials
Blade selection drives both crepe consistency and Yankee surface health. Choose materials for the balance you need: high-carbon steel gives a sharp initial edge at low cost but requires frequent regrind; stainless steel trades some edge life for corrosion resistance; ceramic delivers long edge stability and predictable crepe frequency; polymer-tip composites protect the Yankee coating and cut linting risks when adhesives or additives are aggressive.
| High-Carbon Steel | Ceramic | Polymer-Tip Composite |
|---|---|---|
| Sharp initial edge, low purchase cost, moderate heat transfer; wears faster and needs regular profiling to keep crepe wavelength stable. | High wear life and edge stability, produces consistent fine crepe over long runs; higher upfront cost but lowers downtime and regrind variability. | Protects Yankee coatings, reduces lint and micro-tearing, good for abrasive adhesives; shorter life than ceramic but gentler on the cylinder surface. |
- Edge profile—straight, radiused, serrated—changes how the sheet releases and sets the initial crepe wavelength; match profile to target crepe frequency.
- Blade stiffness and thickness tune contact dynamics: flexible blades conform but wear faster; stiff blades deliver repeatable patterns at the cost of gentler release needs.
- Use anti-stick coatings and polished finishes where adhesives build up; the right surface finish extends run-time and reduces manual cleaning intervention.
- Design holders with quick-change mounts and repeatable locating features so crews restore angle and pressure without trial-and-error adjustments.
Creping Geometry and Angle Control
The blade’s bevel and set control the shear the sheet experiences at release, which directly sets crepe frequency and fold amplitude. Steeper bevels and heavier stick produce finer, higher-frequency crepe; shallower settings yield fewer, coarser folds. Keep blade position and bearing pressure on micrometer or servo control so the crepe ratio stays constant across shifts.
- Contact arc and touch point across the Yankee surface alter effective crepe wavelength and sheet deformation—small shifts change bulk and converting behavior.
- Coordinate geometry changes with dryer speed and adhesive strength: change one variable without the others and you risk tearing or poor release.
- Track blade wear and re-angle before the edge rounds; proactive re-angling preserves crepe geometry and cuts product variability.
Process Parameters: Speed, Temperature, and Adhesion
Crepe forms where sheet adhesion, surface temperature, and mechanical shear meet. Raise Yankee surface temperature and local dryness to strengthen adhesive bonds and increase crepe expressiveness; lower dryness reduces crepe amplitude. Machine speed and the differential between Yankee peripheral speed and reel take-off set the effective crepe ratio, so faster machines demand tighter control of blade and adhesive behavior.
- Select adhesives for target tack, shear strength, and thermal stability; adjust pickup thickness to modify bond strength and release profile.
- Maintain stable doctor loading and add vibration damping to reduce micro-tearing, fines generation, and linting.
- Deploy inline sensors for temperature, moisture, and crepe frequency so operators correct settings before product drifts out of spec.
Micro-Stretch Outcomes: Softness, Bulk, and Strength
Micro-crepe creates many small folds that compress under touch, which raises perceived softness while preserving resilience when loaded. That structure increases bulk and void volume for better cushioning and absorbency, but over-creping cuts tensile strength and can create converting problems on jumbo rolls and parent reels.
- Track crepe count (folds per unit length), stretch percentage, and tensile index alongside instrumented softness tests to quantify outcomes.
- Uneven crepe causes winding faults and quality variation downstream; enforce tight blade management and adhesive control to keep converting yield high.
- Operational trade-offs: target finer crepe for higher softness but invest in blade technology, adhesive formulation, and automated control to avoid defects and lost throughput.
How Creping Determines the Softness of a Jumbo Roll
Creping settings and the Yankee/doctor system set the tissue’s bulk, stretch, and handfeel—but every softness gain reduces tensile and wet strength, so mills tune crepe, adhesive, surface and winding to hit target performance and convertibility.
Crepe Level (Creping Intensity) and Perceived Softness
Crepe level—the amount of micro-folding introduced when the web detaches from the Yankee—directly controls bulk, stretch and the tactile “softness” consumers notice. Increasing crepe amplitude and frequency opens the sheet structure, raises free fiber on the surface, and creates micro-porosity that the skin perceives as cushioned and plush.
- Higher crepe increases bulk and compressibility, improving cushioning but lowering dry tensile and wet strength.
- More creping produces surface irregularity and free fibers, which raise perceived softness while increasing lint risk if not managed.
- Crepe changes absorbency behavior: the thicker, more porous sheet soaks quicker but can lose integrity under heavy wet load.
- Mills set crepe levels by product: consumer toilet tissue targets higher crepe for handfeel; industrial and coreless jumbo grades target lower crepe for strength and runnability.
Yankee Cylinder Surface and Temperature Effects
The Yankee’s coating, micro-roughness and operating temperature determine how the web sticks and releases, which governs crepe formation. A uniform, well-maintained coating yields repeatable adhesion across the roll and consistent softness from edge to edge.
Operators use surface conditioning and temperature control as active levers: raising cylinder temperature reduces web moisture at the crepe point and stiffens fibers enough to tighten crepe folds and boost bulk when managed carefully. Too-strong adhesion or worn coating changes release energy and produces uneven crepe or lint; routine inspection and measured recoating prevent soft-spot variability on jumbo rolls.
Creping Adhesives and Coating Chemistry
Adhesive formulation and how you apply it define the bond between web and Yankee and therefore the frequency and amplitude of crepe waves. Water-soluble systems—PVOH blends or starch-modified formulas—let mills tune tack, open time and pickup to hit a target crepe character without leaving brittle residue.
- Adjust coat weight and viscosity to control add-on and release energy; most tissue mills operate in low single-digit add-on percentages and validate with pull-force tests.
- Pattern or spot coating creates local micro-crepe structures that increase perceived softness while limiting global strength loss.
- Control adhesive drying and pickup rates to reduce linting and dusting; mismatched chemistries with a new furnish raise defect rates until reformulation or set-up adjustments occur.
- When you change pulp furnish or grade, recalibrate adhesive formula and application immediately to keep softness consistent roll-to-roll.
Doctor Blade Geometry, Angle and Crepe Frequency
The doctor blade creates the mechanical peel that forms crepe. Blade material, bevel geometry and working angle control how the sheet detaches and therefore set crepe frequency and micro-fold size. A steeper working angle and a sharp bevel produce higher-frequency, finer crepes that feel softer to touch.
Track blade wear and edge condition closely: worn blades produce elongated crepe waves, uneven softness and higher breakage risk. Use ceramic or advanced composite blades where consistency matters, and schedule edge checks and replacements based on measured crepe wavelength drift rather than calendar time.
Process Variables, Trade-offs and Jumbo Roll Converting
Creping interacts with web moisture, machine tension and winding. A wetter web at creping yields softer, bulkier crepes but increases breakage risk if tension control lags. Lower web tension during creping and gentle winding preserve the crepe structure and maximize perceived softness on finished retail rolls.
- Expect trade-offs: softness gains reduce dry and wet strength, so use binders, change ply count or add functional laminations to recover functional performance where needed.
- Converting matters: set winding pressure and roll profile to protect crepe; excessive compaction during jumbo winding or retail rewinding flattens crepe and erases softness improvements.
- Implement quality checkpoints—pull-force, crepe wavelength, lint count and finished roll bulk—so process changes on the Yankee or doctor translate predictably to consumer perception.
B2B Sourcing: Why Modern Mill Machinery Matters
Buyers who specify modern forming, drying, and converting lines capture lower unit costs, predictable quality, and faster turnarounds—so audit line specs, energy recovery, and creping systems before awarding contracts.
Key Modern Mill Machines and Their Roles
A tissue line groups discrete systems that shape throughput, water removal, and final sheet structure. Each machine stage directly affects basis weight control, moisture profile, and the mechanical structure that determines softness, bulk, and stretch.
- Stock preparation and pulpers: condition pulp, remove contaminants, and blend fibers to hit targeted strength and softness.
- Headbox and forming section: lay down the fiber web; headbox design controls basis-weight uniformity and formation quality.
- Press section and vacuum systems: extract free water and densify the sheet ahead of drying to improve yield and dryer load.
- Yankee dryer and creping unit: dry and crepe the web; dryer size, coating, and doctor setup set crepe geometry and end-use properties.
- Calendaring and emboss stations: change caliper, smoothness, and absorbency; inline embossing bonds plies and creates branded tactile patterns.
- Rewinders and converting lines: cut, core, wrap, and pack; modern converters add flexibility for custom diameters and private-label formats.
- Automation, sensors, and energy recovery: process controls and heat-recovery systems reduce variability, cut energy use, and lengthen run times.
| Machine | Modern Spec | Sourcing Impact |
|---|---|---|
| Complete tissue line (forming → press → Yankee → crepe → emboss → rewind) | Headbox with precision dosing; vacuum-assisted press; steel or cast Yankee (2.5–6.7 m dia) with advanced coating; high-performance doctor blades; inline embossing and modular rewinders; PLC controls and heat-recovery systems. | Enables tight GSM/pull tolerances and multi-ply runs, reduces energy per ton, supports jumbo/coreless SKUs, shortens changeovers, and requires supplier disclosure on spare parts and energy recovery capability. |
How Machinery Choice Affects Product Quality and Customization
Machine specs determine what a mill can produce consistently. Choose suppliers that match your SKU mix: headbox precision, crepe control, and emboss-adhesion capabilities let a mill switch between 2–5 ply, multiple GSM targets, and branded textures with predictable results.
- GSM and ply control: precise pulp dosing and forming preserve basis-weight uniformity and allow multiple ply constructions without mechanical retooling.
- Creping and Yankee settings: dryer temperature, blade angle, and crepe ratio tune softness, stretch, and bulk for household, hospitality, or industrial grades.
- Inline embossing and emboss-adhesion: modern emboss presses create distinct tactile profiles and reliably bond plies for branded feel.
- Printing and packaging flexibility: integrated print stations and modular packers support private-label graphics and small-batch SKUs.
- Width and roll-size flexibility: wider, modular machines support jumbo-roll output and custom diameters for hospitality and high-traffic locations.
Cost, Efficiency, and Scalability in OEM/ODM Sourcing
Buyers balance capital and operating costs against throughput and responsiveness. Modern lines push economics toward lower unit costs by increasing speed, improving yield, and cutting energy use—so factor both CAPEX and OPEX when evaluating quotes.
- Throughput and unit cost: higher-speed, reliable lines lower per-unit labor and energy costs and reduce minimum viable order sizes over time.
- Energy and maintenance: modern dryers, heat recovery, and predictive-maintenance systems reduce operating expenses and cut unplanned downtime.
- Lead times and responsiveness: flexible lines shorten changeovers and enable faster sample cycles and large-batch fulfillment.
- Batch economics and MOQ: automated converters and efficient packing let suppliers accept smaller MOQs while protecting margins for OEM/ODM projects.
- Real-world capacity example: a modern two-factory operation can sustain multi‑ton monthly output and meet 15–25 day production windows for full-container orders.
Selecting Suppliers: What B2B Buyers Should Audit
Make supplier selection a technical audit, not a price exercise. Verify that equipment, quality systems, and logistics align with your product and market needs before you commit to a 40’HQ container order.
- Equipment age and spec sheet: request machine models, line speeds, creping system specs, Yankee material (steel vs cast), and documented upgrades or retrofits.
- Quality management and testing: require ISO 9001 evidence, lab reports for absorbency, tensile strength, GSM, and clear sample consistency protocols.
- Sustainability and material traceability: confirm pulp source, FSC availability, and absence of optical brighteners where required by your markets.
- Sample and pilot process: require production samples and documented acceptance criteria before scaling to full orders; define packaging and labeling expectations up front.
- Production reliability and logistics: inspect uptime metrics, typical lead times for 40’HQ production, packing standards, and standard shipping routes.
- After-sales support and spare parts: confirm technical support SLAs, spare-part lead times, and options for expedited repairs to protect supply continuity.
Conclusion
Correct setup and maintenance of the wet end, Yankee dryer and creping systems protect worker safety, meet OSHA and other regulatory requirements, and extend equipment life. Consistent process control preserves product quality and reduces costly downtime.
Review your mill’s drying and creping setup against technical specifications, or contact Top Source Hygiene for certified samples and a technical catalog tailored to bulk wholesale and private-label needs. Our team will advise on Yankee dryer and doctor blade options that align softness, stretch and production targets.
Frequently Asked Questions
How is commercial toilet paper dried?
After the wet fiber web is formed and dewatered by vacuum and pressing, most tissue is transferred onto a large steam‑heated drying cylinder (the Yankee) where the majority of moisture is removed and the web is creped off the cylinder; following the Yankee the sheet typically passes through a heated hood with hot air impingement or additional drying cylinders to reach final moisture. Alternative processes such as through‑air drying (TAD) use hot air blown through a porous belt to dry without heavy pressing, producing a bulkier, softer sheet. Drying strategy depends on grade (softness vs. strength vs. cost) and is controlled by steam pressure, cylinder speed, hood temperature, and web tension.
What is a Yankee Dryer in a paper mill?
A Yankee Dryer is a large, steam‑heated, rotating cylinder used primarily in tissue production to dry the web and to provide the surface from which the sheet is creped. The Yankee’s heated surface (often coated with a specialized adhesive) removes most of the water by contact drying; a doctor blade then scrapes the web off the cylinder to create crepe, which gives tissue its softness, bulk and extensibility. Yankee size, surface coating, steam pressure and blade geometry are key variables in product quality.
How does commercial toilet paper get its stretch?
Stretch in tissue is primarily created by mechanical creping and the sheet’s internal structure: the act of creping (scraping the dried web off the Yankee) produces micro‑folds and a relaxed, extensible web. Additional contributors are through‑air dried structures that create a lofty, open fiber network, controlled wet‑web or dry‑web stretching, embossing patterns that permit local deformation, and chemical additives (debonders) that reduce inter‑fiber bonding to increase extensibility. Machine settings (crepe ratio, blade geometry, tension) and grade selection determine the final amount of stretch.
What is the creping process in tissue manufacturing?
Creping is the process where the dried tissue web is detached from the Yankee dryer by a doctor blade, producing fine folds and micro‑wrinkles that create softness, bulk and stretch. Key variables are the adhesive on the Yankee surface, blade type and angle, blade sharpness, Yankee temperature and the crepe ratio (speed difference across the blade). Control of these parameters (and occasional secondary micro‑creping or re‑creping) lets manufacturers tune hand, absorbency and tensile properties.
Why is jumbo toilet paper wrinkly?
Jumbo rolls often appear wrinkly because of the combination of manufacturing creping, the loose winding needed to avoid web breaks, and differential shrinkage or relaxation of the sheet as moisture and tension change. Additional causes include lower-cost grades and single‑ply constructions that are more prone to surface irregularities, uneven winding tension, humidity changes during storage/transport, and embossing or perforation patterns. Proper tension control, core handling, calendering, and humidity management reduce wrinkling, but some surface texture is often intentional to improve bulk and softness.
How fast do commercial toilet paper machines run?
Tissue machines cover a wide speed range: older or specialty lines may run a few hundred meters per minute, standard modern tissue machines typically operate in the 500–1,800 m/min range, and the highest‑end machines can approach or slightly exceed 2,000 m/min on certain grades. Converting lines (rewinders, embossers, log saws) usually run slower and throughput depends on grade (TAD and multi‑ply are slower), desired crepe and emboss patterns, and downstream handling—so reported speeds are always grade‑and equipment‑specific.
