 Skip to content
Skip to content ")
De-Inking Recycled fiber directly impacts the tensile strength and cost-per-roll of commercial tissue products, making it a critical variable in facility procurement strategies. Inconsistent processing at the mill level creates real business risks, ranging from plumbing blockages to failures in meeting corporate sustainability audits. Facility managers must recognize how these mechanical steps dictate the final performance and hygiene of post-consumer waste products.
We outline the specific engineering stages required to transform discarded office paper into functional slurry. This technical breakdown covers the repulper mechanics, the froth flotation method for pigment removal, and the screening protocols that eliminate adhesives and plastics. This guide serves as a technical standard for understanding the production, safety profile, and environmental certification of recycled jumbo rolls.
Sourcing Post-Consumer Waste (PCW) for Tissue Mills
Securing high-grade fiber streams through direct partnerships is the only way to ensure cost stability and product consistency in the 2026 recycled tissue market.
Strategic Partnerships for Office Paper Recovery
Raw material procurement in 2026 demands more than just buying off the open market. Tissue mills now secure multi-year contracts with regional recycling facilities to stabilize costs and protect against price volatility. We focus specifically on gathering Sorted White Ledger (SWL) and high-grade de-inked pulp, as these sources provide the highest fiber yield and structural integrity for commercial-grade rolls.
- Our collection networks prioritize high-density urban zones to minimize transport-related carbon emissions and slash logistics expenses.
- Strategic alliances with commercial entities ensure a steady flow of premium office waste, which is essential for maintaining the softness users expect from recycled tissue.
- Stabilizing procurement through these contracts allows for more predictable pricing for wholesalers and distributors.
Quality Standards for Post-Consumer Fiber Streams
Rigorous inspection protocols prevent contamination from ruining entire production batches. Procurement teams verify that every incoming PCW shipment meets strict moisture and non-paper content thresholds before the material ever touches the pulper. We use advanced sensor technology to identify adhesives, plastics, and glass that interfere with the de-inking stage, ensuring only clean fiber enters the slurry.
- Top Source Hygiene maintains FSC-certified chains of custody to guarantee the environmental origin of all sourced materials.
- Automated screening systems detect “stickies”—rubbery adhesives from labels and envelopes—which are the primary cause of paper breaks during the drying process.
- Strict moisture control prevents the degradation of cellulose fibers, preserving the tensile strength needed for multi-ply commercial rolls.
Top Source Hygiene Procurement Logistics
Our specialized sourcing strategy leverages decades of manufacturing experience to navigate the complexities of the fiber market. We utilize a factory-direct sourcing model to eliminate intermediaries, which significantly reduces raw material overhead and passes those savings to our B2B clients. This direct control over the supply chain allows us to maintain a consistent monthly production capacity of 2,860 tons.
- Our logistics team manages bulk PCW shipments with precision, ensuring the factory floors are always supplied for continuous operation.
- Digital tracking systems provide real-time visibility into fiber inventory levels across our global sourcing hubs.
- We consolidate fiber shipments at strategic ports like Tianjin Xingang to optimize container loading and lower landed costs for international buyers.
The Repulper: Turning Office Paper Back into Slurry
The repulper serves as the industrial gateway for recovered fiber, utilizing high-shear mechanical agitation to dismantle hydrogen bonds and transform dry office waste into a uniform, pumpable slurry.
Mechanical Breakdown of Post-Consumer Fiber
Industrial vats equipped with high-shear rotors tear apart bound paper sheets through intense mechanical force. Water acts as the primary solvent during this stage, hydrating the fibers to effectively break the hydrogen bonds that maintain the paper’s structural integrity. This process yields a dense slurry where individual fibers are suspended and prepared for subsequent decontamination and de-inking cycles.
| Processing Metric | Top Source Virgin Pulp | Recycled PCW Slurry |
|---|---|---|
| Input Material Purity | High-purity long-fiber wood pulp | Mixed office waste and packaging |
| Agitation Intensity | Low (preserves fiber length) | High-shear (required for breakdown) |
| Contaminant Filtering | Minimal (OBA-free naturally) | Heavy (metal, plastic, adhesives) |
Temperature and Chemical Regulation in the Vat
Operators heat the water within the repulper to soften persistent toners and glues common in modern office waste streams. Adding mild alkaline agents causes the fibers to swell, which increases their flexibility for high-speed tissue production. Maintaining precise pH levels throughout this phase prevents certain inks from setting permanently into the fiber walls, ensuring higher brightness in the final recycled jumbo roll.
Consistency Control for Downstream Processing
Achieving the correct fiber-to-water ratio determines the effectiveness of all subsequent flotation and washing cycles. Automated sensors monitor consistency percentages in real-time, adjusting water intake to compensate for the fluctuating moisture content found in incoming paper bales. The system maintains sufficient dilution to allow heavy contaminants, such as paperclips and staples, to sink for early mechanical removal from the production line.
Premium Bulk Jumbo Rolls Factory-Direct

The Froth Flotation Method for Removing Printer Ink
Modern tissue mills utilize froth flotation as the primary chemical-mechanical barrier against ink contamination, ensuring recycled pulp achieves the clarity required for commercial-grade tissue.
The Mechanism of De-inking Chemistry
High-efficiency surfactants drive the de-inking stage by detaching hydrophobic ink particles from hydrophilic paper fibers. These chemical agents coat the ink, making it water-repellent so it preferentially attaches to air bubbles rather than remaining suspended in the water. Collectors further enhance this by clustering small ink specks into larger groups for easier removal. Maintaining a precise pH balance within the cell prevents these ink clusters from re-depositing onto the cleaned fibers.
| De-inking Component | Technical Function | Impact on Pulp Quality |
|---|---|---|
| Surfactants | Detaches ink from cellulose fibers | Reduces residual ink count |
| Collectors | Agglomerates small particles into clusters | Increases flotation efficiency |
| pH Control | Stabilizes the chemical environment | Prevents ink redeposition |
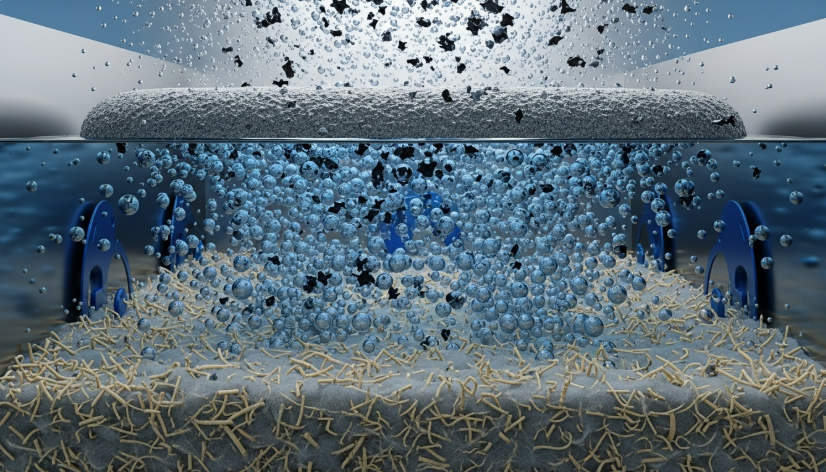
Air Injection and Bubble Formation
Precision air injection creates a rising curtain of micro-bubbles within the flotation cell. These bubbles must maintain a specific size to optimize surface area for ink attachment while avoiding the entrapment of usable wood fibers. As the bubbles rise, they carry the agglomerated ink to the surface, forming a stabilized gray froth layer.
- Mechanical skimmers continuously scrape the waste froth from the surface of the slurry.
- Modern mills typically utilize three to five flotation cells in series for maximum ink extraction.
- Enzymatic de-inking serves as a catalyst in 2026 facilities to improve ink detachment without harsh chemicals.
Impact on Final Tissue Brightness and Quality
Superior flotation directly influences the final whiteness and texture of recycled jumbo rolls. Eliminating residual ink prevents the “peppery” look often seen in poorly processed recycled paper. This efficiency allows mills to achieve brightness levels between 80% and 92%, nearing the visual quality of virgin wood pulp while adhering to circular economy standards. After extraction, the mill separates the ink slurry for incineration or specialized disposal, minimizing the environmental footprint of the de-inking process.
Washing and Screening Out Staples, Plastics, and Glue
Effective contaminant removal in 2026 tissue production depends on a multi-stage mechanical barrier system that isolates heavy metals, low-density films, and micro-adhesives before they compromise fiber bonding.
Removing Staples and Metal via Coarse Screening
We deploy high-consistency mechanical screens at the start of the pulping cycle to catch heavy debris like staples and paper clips. These units use large-diameter perforations to let the fiber slurry pass while trapping metal fragments that could damage downstream machinery. Automated reject systems move these contaminants to separate bins for industrial recycling, ensuring the pulper blades remain intact and the fiber stream starts with a high purity baseline.
| Removal Stage | Contaminant Focus | Technical Mechanism |
|---|---|---|
| Coarse Screening | Staples, paper clips, and bulky metal | Mechanical perforation and gravity rejection |
| Centrifugal Cleaning | Plastic films, foam, and polystyrene | Hydrocyclone vortex density separation |
| Fine Slot Screening | Adhesives (stickies) and micro-plastics | Narrow-slot pressure filtration (0.1–0.4mm) |
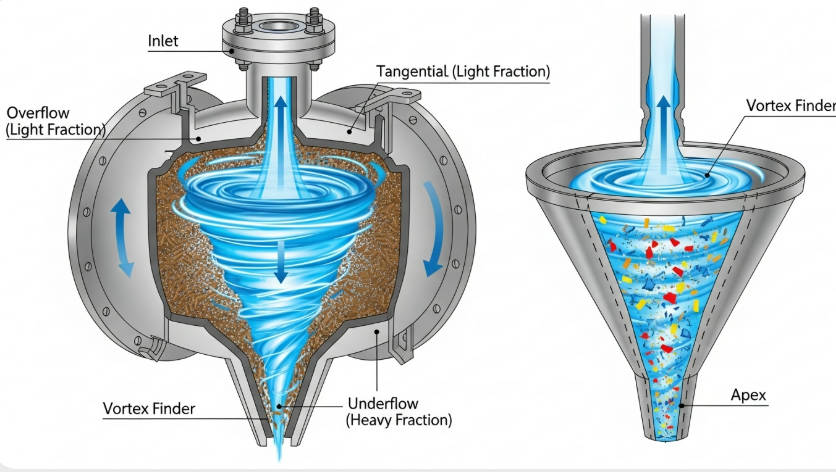
Separating Lightweight Plastics with Centrifugal Cleaners
To manage low-density contaminants like plastic films or polystyrene bits, we utilize hydrocyclone technology. These centrifugal cleaners create a high-velocity vortex that uses physics to separate materials by density. The heavier cellulose fibers move toward the outer walls, while lighter plastic fragments concentrate in the center core for removal.
- Continuous processing ensures high-speed removal of plastic films that cause “windowing” in tissue.
- Multi-stage cleaning cycles refine the slurry to meet the purity standards required for high-quality jumbo rolls.
- Vortex-based separation protects the integrity of the long wood fibers while ejecting low-density waste.
Filtering Adhesives and Micro-contaminants through Fine Slots
The final mechanical defense involves fine pressure screens with slots as narrow as 0.1mm. These target “stickies”—rubbery adhesives from labels and book bindings—that often bypass density-based cleaners. We combine this with fine-mesh washing belts that rinse out dispersed inks and microscopic glue residues. Modern 2026 de-inking lines integrate chemical stabilization to prevent any remaining micro-plastics from agglomerating during the drying phase, ensuring a smooth, lint-free finish for the final tissue product.

Why 100% Recycled Jumbo Rolls Are Never Pure White
Achieving a pure white finish in 100% recycled jumbo rolls remains technically impossible because microscopic carbon particles and structural fiber damage inevitably alter the pulp’s light-reflecting properties.
Residual Ink and Carbon Particles
Carbon-based toners from office paper waste create a permanent bond with cellulose fibers during the initial pulping phase. While industrial washing and flotation cycles successfully strip surface contaminants, these processes often fail to extract 100% of sub-micron pigment particles embedded deep within the fiber matrix.
- Microscopic ink fragments stay trapped within the paper web even after aggressive industrial de-inking.
- Residual pigments from laser printing and colored paper stocks contribute to a persistent grey or off-white tint.
- Mechanical cleaning focuses on surface contaminants but leaves internal fiber discoloration intact.
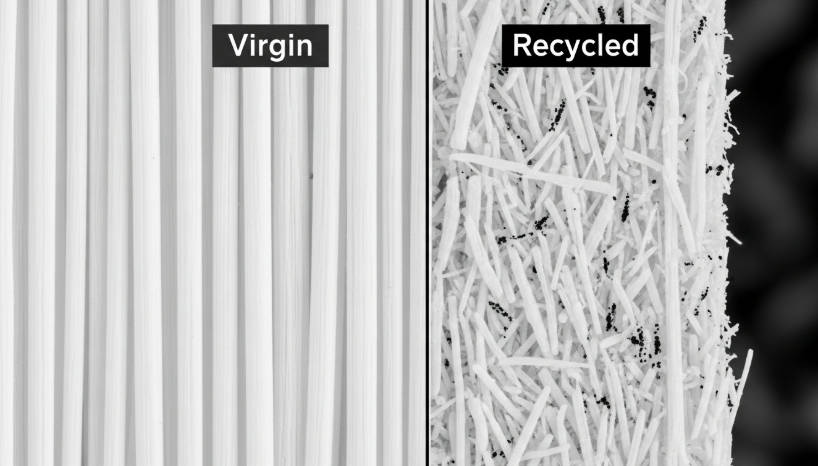
Fiber Degradation and Light Reflectivity
The mechanical stress of multiple recycling loops physically breaks down cellulose chains. These shortened fibers lack the surface area required to reflect light effectively, causing the resulting paper web to appear denser and darker than virgin long-fiber pulp.
- Shortened cellulose fibers significantly reduce the natural opacity and brightness of the finished tissue.
- Heat-intensive drying stages cause aged cellulose to oxidize, which adds a subtle yellow hue over time.
- Denser fiber structures absorb more light rather than reflecting it, creating a perceived loss of brightness.
Exclusion of Chemical Whitening Agents
Modern manufacturing standards prioritize ecological safety over visual aesthetics. Adhering to FSC and ISO environmental certifications requires mills to eliminate harsh chlorine-based bleaching agents and optical brightening agents (OBAs) that would otherwise mask the natural shade of recycled fibers.
- Omitting OBAs ensures that 100% recycled jumbo rolls remain hypoallergenic and biodegradable for sensitive commercial use.
- Sustainable facilities utilize hydrogen peroxide as a safer whitening alternative, though it cannot match the aggressive brightness of chlorine.
- The characteristic off-white shade serves as visual evidence of genuine post-consumer waste content for eco-conscious buyers.
The Environmental Certifications of Recycled Commercial Tissue
Verifiable sustainability data and chemical safety compliance serve as the primary benchmarks for global B2B tissue procurement in 2026.
Forest Stewardship Council (FSC) Certification
Top Source Hygiene utilizes FSC certification to verify that all recycled fibers and virgin pulp components meet rigorous global sustainability standards. We maintain FSC-certified options specifically to support the growing green consumer demand across European and North American markets. By tracking the chain of custody for all raw materials, we ensure ethical sourcing practices that protect forest ecosystems while providing transparent data to our distribution partners.
ISO 9001 Quality Management Standards
Our manufacturing facilities operate under strict ISO 9001 protocols to guarantee consistent product performance across every production run. The 2026 production cycle incorporates advanced testing equipment designed to measure critical performance metrics including absorbency, softness, and tensile durability. This systematic quality control starts at the raw material sourcing stage and continues through final packaging, ensuring that jumbo rolls meet the mechanical requirements of high-traffic commercial environments.
FDA and Regional Regulatory Compliance
Meeting regional hygiene and safety regulations is mandatory for international commercial distribution. We manufacture all North American exports to comply with 2026 FDA standards for commercial tissue safety, ensuring the products are suitable for professional use. Our production team also adjusts manufacturing specifications to satisfy the distinct hygiene compliance standards required in Oceania and European markets, preventing logistical delays and ensuring local market readiness.
Eco-Friendly Material and Chemical Standards
Manufacturing processes at Top Source Hygiene prioritize the removal of harmful additives to align with 2026 environmental expectations. We produce tissue that is entirely free from fluorescent whiteners (OBA-free), guaranteeing the safety of our recycled commercial products for sensitive skin. We offer both 100% virgin wood pulp and specialized recycled fiber blends that satisfy global ecological requirements without sacrificing the lint-free experience expected by premium hospitality and healthcare clients.

Conclusion
Proper de-inking and screening ensure that recycled tissue meets the hygiene and safety standards expected by professional facility managers. These mechanical processes remove harmful residues while maintaining the fiber integrity needed for septic-safe performance. Selecting products backed by technical compliance helps your organization meet sustainability goals without sacrificing user comfort.
You can audit your current inventory needs or request a detailed catalog of our recycled jumbo roll specifications. Our team provides pre-shipment verification and samples to ensure your bulk orders align with your regional distribution standards.
Frequently Asked Questions
How is ink removed from recycled commercial toilet paper?
Ink is removed primarily through a specialized process called flotation. Once the recycled paper is converted into a pulp slurry, surfactants are introduced to detach the ink particles from the cellulose fibers. Air is then injected into the mixture, creating bubbles that catch the ink and carry it to the surface, forming a dark foam that is mechanically skimmed off.
What is the de-inking process in paper mills?
The de-inking process is a multi-stage industrial sequence designed to purify recovered fiber. It begins with pulping and screening to remove large contaminants like plastics or adhesives. This is followed by centrifugal cleaning to remove heavy debris and a flotation stage to extract inks. Finally, the fibers are washed and often treated with oxygen or hydrogen peroxide to improve brightness without the use of harsh elemental chlorine.
Is recycled toilet paper safe to use?
Yes, recycled toilet paper is completely safe and hygienic. During production, the material is subjected to high-heat drying processes, often exceeding 200°F, which effectively kills bacteria and pathogens. Furthermore, the extensive washing and filtration stages ensure that the final product meets the same health and safety standards as toilet paper made from virgin wood pulp.
How is post consumer waste turned into jumbo rolls?
Post-consumer waste (PCW) is collected, sorted, and pulped into a liquid fiber slurry. After the de-inking and cleaning stages, the purified fibers are sprayed onto a fast-moving mesh screen where water is drained. The resulting sheet passes through press rollers and onto a massive, heated “Yankee Dryer” cylinder. Once dry, the tissue is wound onto high-capacity steel shafts to create jumbo rolls, which are later converted into individual consumer units.
Why is recycled commercial tissue slightly grey?
The slight greyish tint is a hallmark of an eco-friendly manufacturing process that avoids aggressive chemical bleaching. While virgin paper is treated with high concentrations of chlorine to achieve a brilliant white finish, recycled tissue uses milder whitening agents to maintain fiber strength and minimize environmental impact, which can leave a natural, off-white or greyish hue from the original fiber sources.
Does recycled toilet paper contain BPA?
Recycled paper can contain trace amounts of BPA because thermal paper receipts are often mixed into the recycling stream. However, modern de-inking and multi-stage washing processes significantly reduce these levels. Health experts and regulatory bodies generally consider the residual levels in recycled tissue to be negligible, posing no significant health risk through dermal contact.
